|
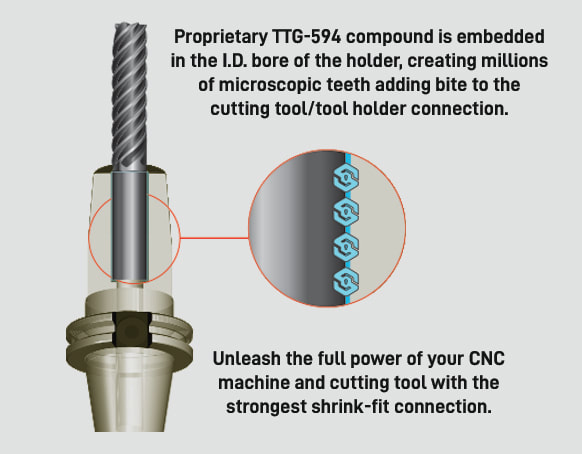
by, Bernard Martin  As carbide end mills gain higher and higher speeds and metal removal rates there has also been a trend by round tool manufacturers to tighten up the tolerances on both the cutting diameter and the shank diameter to improve concentricity. At the same time, shrink fit holders have become more and more popular because they hold a tighter concentricity as well. To achieve this both the shank and the bore now have similar surface finishes and this has led to a problem The tools pull out in the cut. Shrink fit holders are the most accurate for TIR as the toolholder engages completely around round shank tools with a bore tolerance of -0.0001" to -0.0003". As high performance end mills have tightened shank tolerances to the same range of -0.0001" to -0.0003" they have used finer and finer grain grinding wheels which give the shanks a 'shiny' appearance. Shiny means that the superfinished shank has a lower coefficient of friction. So, although the TIR is tighter, the shank is more "slippery". End mills traditionally had surface finish of about 8 μin on the tool shank. But that's changed. It's been recommended that tool shanks used in shrink fit holders should not have a finish finer than 16 μin. for optimum holding power, but tell that to the guy who just superfinished the end mill to a super cocncentric tolerance that you don't want it looking that good. Everyone knows that the last thing you want is for the end mill to slip in the middle of a heavy cut or on the finishing pass of a high tolerance part. These 'hi performance' end mills, often times have higher helix angles which are great for ejecting chips but also create a higher pull out force on that slippery shank. And reducing the helix angle is not the answer. We already know that the gripping pressure is a function of the interference between the tool shank and the shrink fit toolholder bore. Most shrink fit holders have a already bore surface finish of between 12 μin. and 16 μin. So they are ground to a very high tolerance and have about the same surface finish as the toolholder shank. End mill manufacturers and machinist have tried a variety of methods over the years to stop the tools from pulling out. This has ranged from grit blasting the shank to rubbing chalk on the shank, but most everyone in the industry has felt that the problem really needs to be addressed by the longer life toolholder rather than the replaceable cutting tool. That's the problem that Techniks wanted to address. Techniks claims that their "proprietary non-slip TTG594 compound virtually fuses the tool shank with the shrink fit toolholder." ShrinkLOCKED Toolholders eliminate cutting tool pull-out and provide 4X the friction drive force compared to un-treated shrink holders.
It’s not just a rougher bore finish that enhances the holding power. TTG-594 is a compound that has a much higher Brinell hardness than carbide so it can “bite” into the tool shank. But this does not affect the ability to perform tool changes. Techniks arrived at their 4x the holding power comes from torsion testing vs. a standard shrink fit toolholder. They used a ¾” carbide gage pin in a standard holder and found the torque at which the tool will spin in the bore. They then tested the ShrinkLOCKED holder using the same test. According to Greg Webb, at Techniks, "We actually could not find the point at which the tool would spin in the ShrinkLOCKED holder as we broke the carbide gage pins at 4x+ times the torque of the standard holder. The holding power is greater, we just have not found a way to measure this, so we kept our claims conservative at 4x." 
3 Comments
 In order to get the maximum life out of your Steep taper rotary toolholders in your CNC milling machines, follow these best practices that you can implement in your shop. Perhaps not all of them can be implemented every day or every time but it's well worth being aware of how to best protect your investment.
 We often get asked to spec out tooling packages for new CNC mills and one of the questions we encounter most, or should, is how do you select the right toolholder collet size for your companies applications? The real choice is in the size of the collet chuck itself. So several considerations should be reviewed... What size are your tools?Your first consideration should be the size of end mills or drills you will be using most often. If you are doing smaller work you would require smaller diameter range collets. Generally you may prefer the ER16 and ER32 sizes. If you are doing very small work then perhaps an ER11 set would be the best choice. If the bulk of your tool requirements are in the mid range you can also use the ER20. The following is a list of tool diameters that can be used with each size collet chuck. Essentially, the most popular, and again, readily available from a number of sources, are the ER 16, ER20, and ER32... in no particular order.
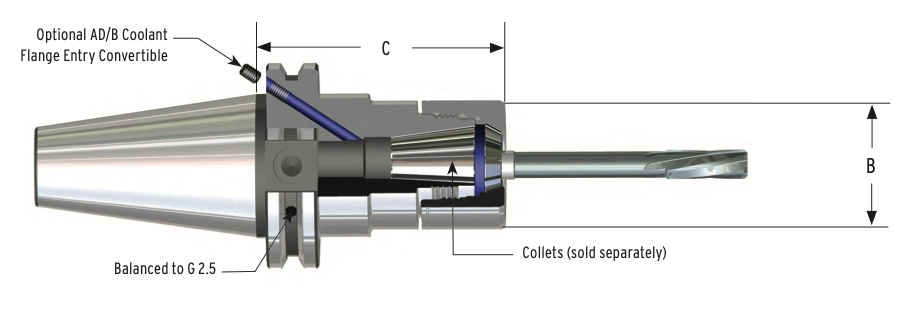
If you need more detailed list of dimensions can be found at these links: 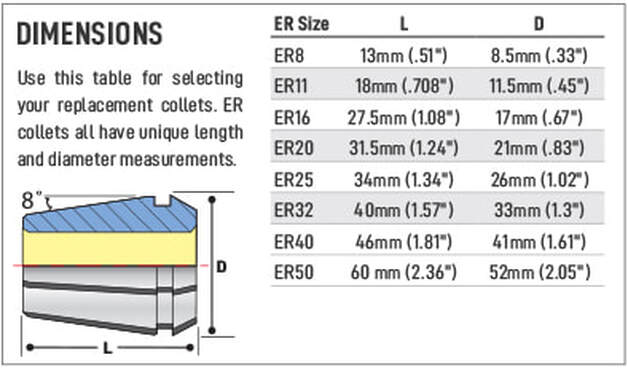 How far do you need to reach?A second consideration is the actual reach of the tool. Not projection reach, also know as “gage length” "l1" but projection diameter “D”. Obviously, stubbier is better for projection reach "L1". But, you also need to review the families of parts that you intend to run on the machine. If you intend to use the holder to "reach" into a tight fit then the OD of the projection "D" of the toolholder needs to be considered. Many shops don't always consider this and end up using much longer carbide shanked end mills to get into deep pockets when getting a smaller diameter ER collet and collet chuck would be much less expensive over the life of the job. 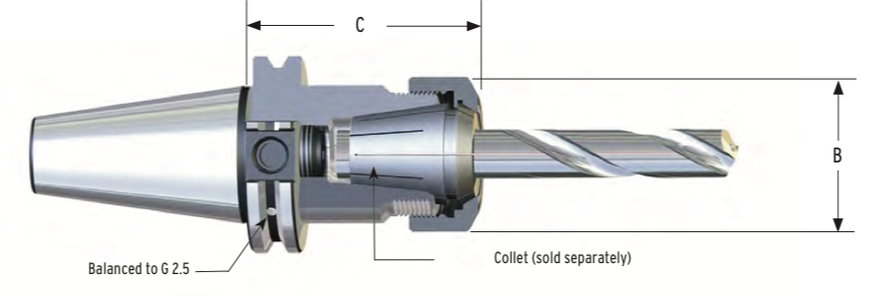 Here is a list of the OD projection diameters:
Sometimes there is just no getting around having a custom tool made. Get in contact with us if you just can't seem to reach into the part with your toolholder. 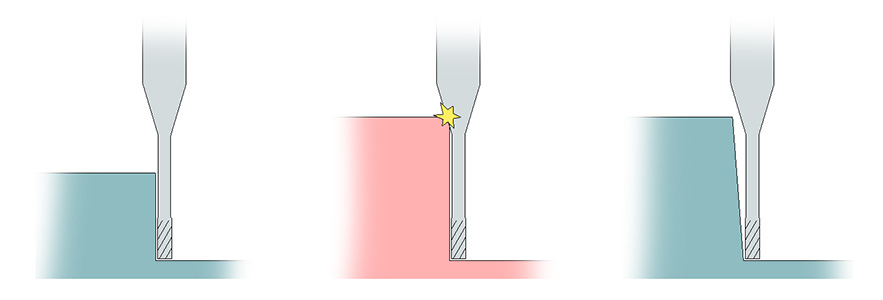 by Bernard Martin ER, IT’S IN THE DETAILS The ER collet system has several advantages when using today's CNC computerized milling machines. The most significant advantage is flexibility to hold any type of round shank tool. An ER collet can be used in drilling, reaming, and tapping as well as milling applications just by exchanging the collet. Its accuracy also provides greater tool life than older style collet systems like TG or DA. Another advantage is the flexibility of the collet for clamping a wide range of tool shanks with a small number of collets. ER 16 through ER 40 provide a collapse range of ~.039" flexibility for clamping cutting tools. This is a benefit for you because you will not have to carry as many collets in inventory for the different jobs you need to do each day. The ER collet also provides more holding power by using two principles. 
In addition to mechanical differences, the ER collet is also user friendly. It is a self-extracting collet, which eliminates the need for collet squeezers to extract the collet by any other means than screwing the nut off. This enables the operator to spend time running the machine, not extracting collets. These basic principles allow the ER collet system to be the most widely accepted collet system in the world for holding round shank cutting tools. 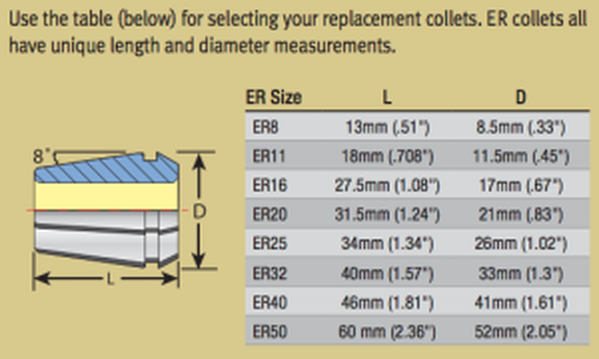
ER style collet chucks should be used for the bulk of your needs. They are the most dependable, with the least runout, both in and out of the cut, are readily available (so the prices continue to drop) and will give you the best tool life out of the lot of them. Advantages of the ER Collet Systemby Bernard Martin We often run end mill "tests" to determine which tool performs best. Obviously, our goal is to "win' the test and get more business for our manufacturer's. This is article is about one our "tricks" and it's also why we represent both cutting tool manufacturers and rotary tool manufacturers. We want to make sure that the products work together. 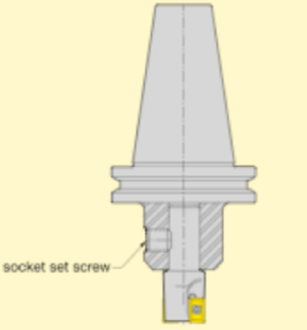 As a general rule most cutting tool & tolholder manufacturers prefer to use single angle (ER/DR style) collet chucks for general purpose cutting tool applications under 1/2" (12mm). The rules are a bit different in High Speed Machining, as there are many more things to consider, but the problems of TIR at high speeds, where you can hear and feel the chatter, are still there in general end mill cutting operations at lower RPM. It's all boils down to runout and uneven chip load. 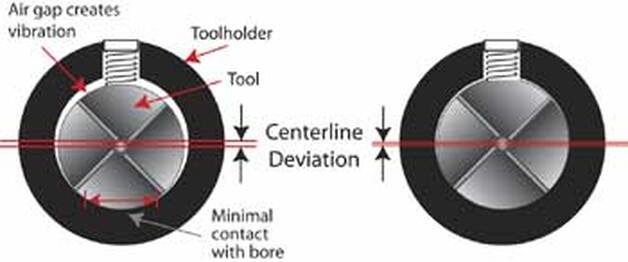
|

Many operators do not know why it is necessary to replace their tooling, or have the experience to tell when it is time to do so.
Determining if toolholder components need to be replaced is not a difficult task, but does require that the operator knows what to look for. Here's a few things you should be aware of when checking your rotary toolholders.
Checking For Spindle Mouth Wear
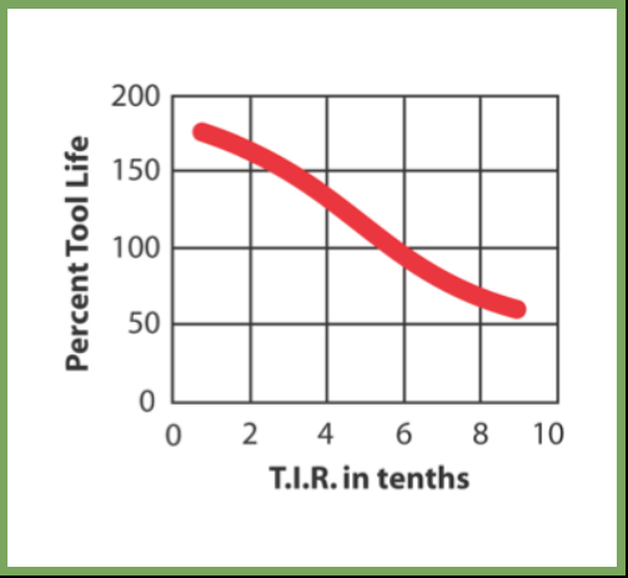
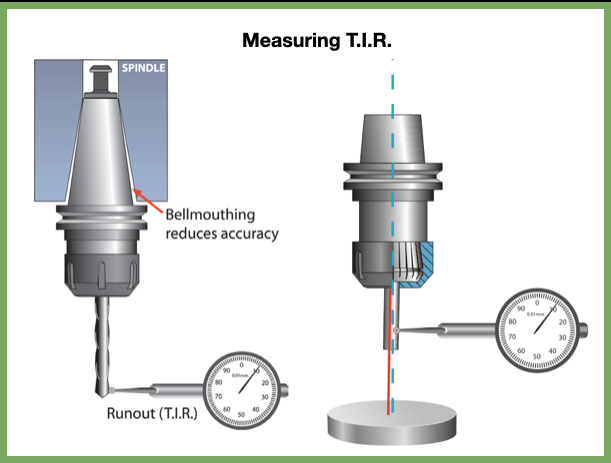
T.I.R. (total indicator runout) is the measurement of axial deflection of the cutting tool in the toolholder assembly. Techniks toolholders are manufactured to minimize runout and extend cutting tool life. You lose 10% of cutting tool life for every “tenth” (0.0001”) of runout. That's what the chart above depicts.
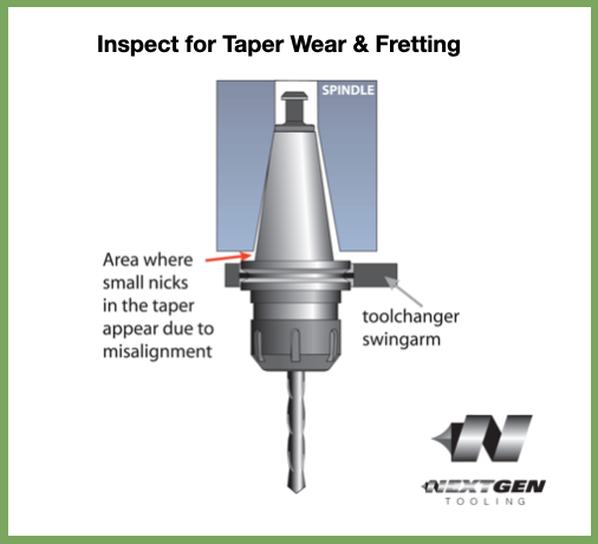
Automatic Tool Changer Alignment Issues
Evaluating Toolholders for Wear
A worn out toolholder will not provide good accuracy and will quickly wear out your cutting tools. Worn tooling can also cause poor surface finish, and may even damage your spindle. Keep and eye out for these issues and your tool life, surface finish and cycle time will all improve to help you make more money on every job in your machine shop.
Special thanks to TechniksUSA for providing this detailed information!
The mouth of the machining center spindle can grow and eventually "bell mouth" with these older style steep taper holders. As it grows the BT and CAT tool is under constant drawbar pull, is pulled up deeper inside the expanded spindle taper. This causes the Z-axis offset to change and can lead the toolholder getting stuck in the spindle.
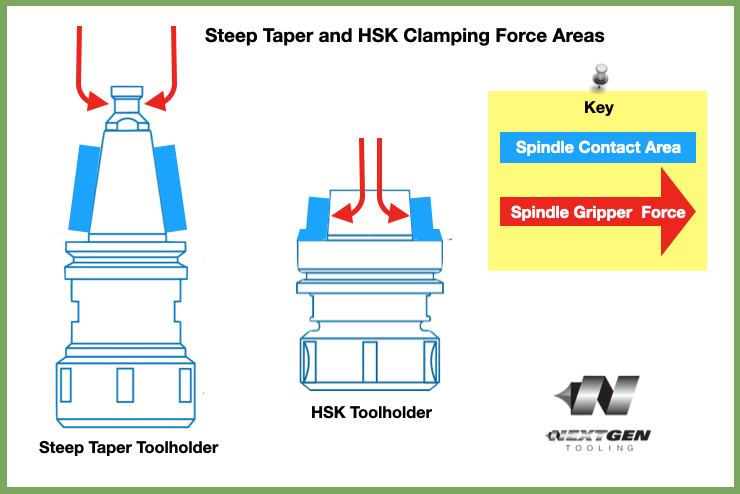
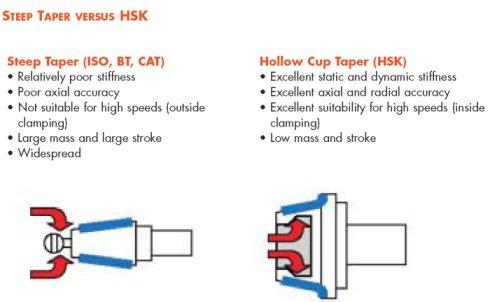
Major Differences between Steep Taper and HSK
- Taper: NMTB, BT and CAT-V holders typically use a 7:24 taper while HSK uses a shallow 1:10 taper
- Dual Contact: NMTB, CAT and BT only have taper contact with the spindle while HSK is designed for both Taper and Flange contact the spindle
- Drawbar: CAT and BT holders are held into the spindle by draw bar fingers that wrap around the outsideof the retention knob (pull stud) while with HSK the drawbar fingers are inside the hollow shank.
Dual Contact
A standard steep V-taper tool system is designed to make contact along a fixed taper in the machining center spindle. The tool is held firm against this taper by the drawbar inside the spindle of your CNC. When a conventional holder is seated in the CNC spindle, there is approximately a 3 mm gap between the tool holder flange and the spindle face.
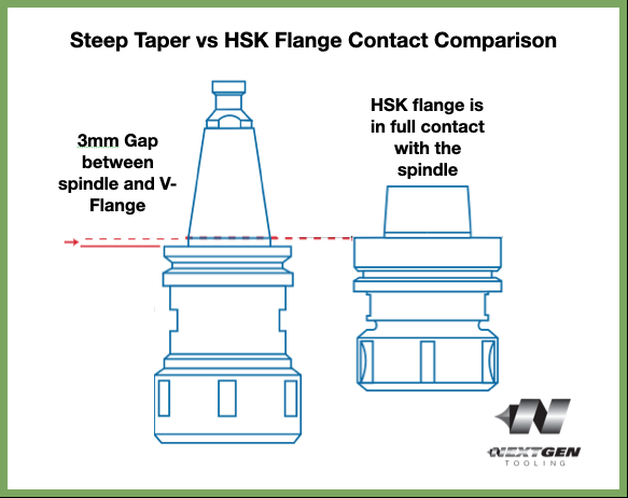
Cutting tools generally takes higher radial forces because the flange contact and taper contact combine to resist deflection.
Drawbar
Technical Support Blog
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference.
If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website.
Authorship
Our technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada.
Archives
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
March 2020
February 2020
January 2020
September 2019
August 2019
July 2019
June 2019
May 2019
March 2019
January 2019
September 2018
June 2018
April 2018
February 2018
December 2017
November 2017
October 2017
August 2017
June 2017
April 2017
March 2017
February 2017
January 2017
December 2016
November 2016
October 2016
August 2016
March 2016
February 2016
January 2016
November 2015
August 2015
July 2015
May 2015
April 2015
March 2015
November 2014
August 2014
July 2014
December 2013
November 2013
September 2013
July 2013
March 2013
December 2012
March 2012
November 2011
May 2011
March 2011
January 2011
December 2010
November 2010
October 2010
Categories
All
5th Axis
Aerospace
Allied Machine
Aluminum Oxide
Angle Head
AT3
Balance
Bellmouthed Hole
Big Daishowa
Big EWA Automatic Boring
Big Kaiser
BIG Plus
Blue Photon
Bone Screws
Boring Tool
Carbide
Carmex Precision
CBN
Centerline Deviation
Ceramic Black
Ceramic End Mill
Ceramic Inserts
Ceramic Oxide
Ceramic Whiskered
Ceramic White
Chamfer
Champion Tool Storage
Chip Breaking
Circular Saw
Class Of Fit
CNC Lathe Tooling
Collet
Collet Chuck
Collet ER
Collet TG
Composites
Covid-19
Deep Hole Boring
Deep Hole Drilling
Drilling
Dual Contact
Dyna Contact Gage
Dyna Force Tool
Dyna Test Bar
EMO
End Mill
Exotap
Facemill
Fixturing
Fretting
Gaylee Saw
Hard Turning
Heimatec
Helical Interpolation
Hohl Shaft Kegel
How Its Made
HSK A
HSK-A
HSK E
HSK-E
HSK F
HSK-F
HXL Tap
Hy Pro Tap
Hy-Pro Tap
IMTS
Jergens
Kurt
Lang
Live Tooling
MA Ford
Maintenance Cart
Mapal
Martindale Saw
Material: Aluminum
Material: CFRP
Material: D2
Material: Hastelloy
Material: Inconel
Material: Peek
Material: Stone
Material Titanium
Material: VC 10
Material: VC-10
Metric Course Thread
Metric Fine Thread
Metric Thread Chart
Microconic
Micromachining
ModLoc
Modular
Mogul Bars
MPower
No Go Too Loose
NTK
NTK HX5
On Site Training
OptiMill-SPM
OSG Tap & Die
Oversized Thread
Parlec
PCD
PCT Firm Hold
Platinum Tooling
Projection Length
Pull Studs
Reamer
Retention Knob
Rotary Toolholders
Rotary Toolholders BT
Rotary Toolholders CAT
Rotary Toolholders HSK
Rotary Toolholders Hydraulic
Rotary Toolholders Shrink
Rough Thread
Runout
Runout Axial
Runout Radial
Safe-Flex
Saw Selection
Short Tap Life
Sialons
Silicon Nitride
Smart Damper
Speed Increaser
SpeedLoc
Speroni STP Essntia
Spindle Mouth Wear
Surface Roughness Ra
Surface Roughness RMS
Swiss
Swiss Machining
Taper Wear
Tapping Feed
Tapping; Form
Tapping IPM
Tapping: Roll
Tapping RPM
Tapping Speed
Tap Tolerance
Technical Training
Technicrafts
Techniks USA
Thread Milling
Thread Whirling
T.I.R.
Tolerance
Toolchanger Alignment
Toolholder Taper
Tool Presetter
Torn Thread
Troubleshooting
UNC Thread Size
Undersized Thread
UNF Thread Size
Unilock
Vises
Washdown Tool
Workholding
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
