|
Charlie Mitchell, machinist for Andretti Autosport, discusses how Unilock pallets reduced his setup time by as much as 80%.
0 Comments
John Zaya, Product Specialist, explains the concepts behind the UNILOCK Zero-Point workholding system. He also discusses base pallets and options for 5-axis machines. Chapters: 0:00 Introduction 0:13 Basic Concepts 0:52 Features of the UNILOCK Clamping Knob 1:50 UNILOCK 5-Axis Program BIG DAISHOWA is a different kind of tooling partner. Our mission is to find the best of the best and deliver it to our customers with a personal commitment to helping them install truly efficient solutions. We have exceptionally high standards for the products we represent. The result is an all-star line-up of products that deliver true and measurable performance advantages. Products that are engineered to exacting standards and then manufactured with materials and craftsmanship that enable superior performance.
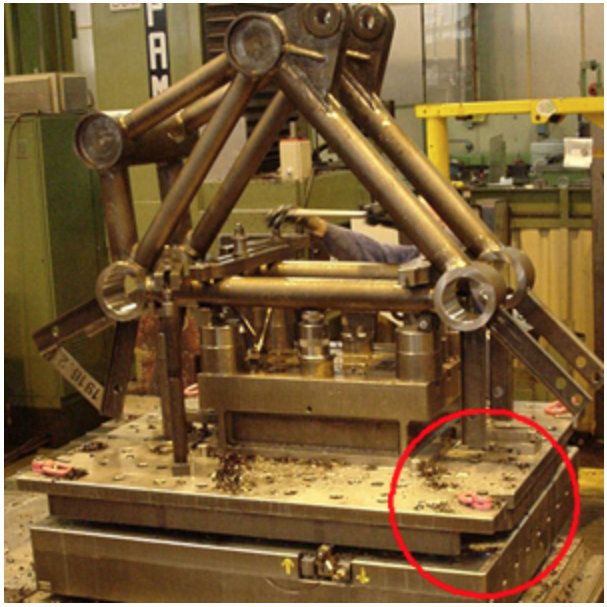
 Clamp confirmation for any system, UNILOCK or otherwise, is a sound design criterion when building any workholding system. It is very common to see clamp/un-clamp confirmation in many automated loading systems as safety interlocking of the CNC machine, robot, robot EOA (end-of-arm) tooling, and workholding can all be integrated to a single master control. Un-clamp confirmation does have a place in manual situations as well, mostly in large part processing, where cranes are used to lift parts off. When a clamping system is not directly visible underneath a large part, then this requires an external indicator confirming that the system has successfully un-clamped and that it is safe to lift. The indicators and sensors can be pneumatic switches which are offered by BIG KAISER or electrical proximity switches as offered by many other companies. 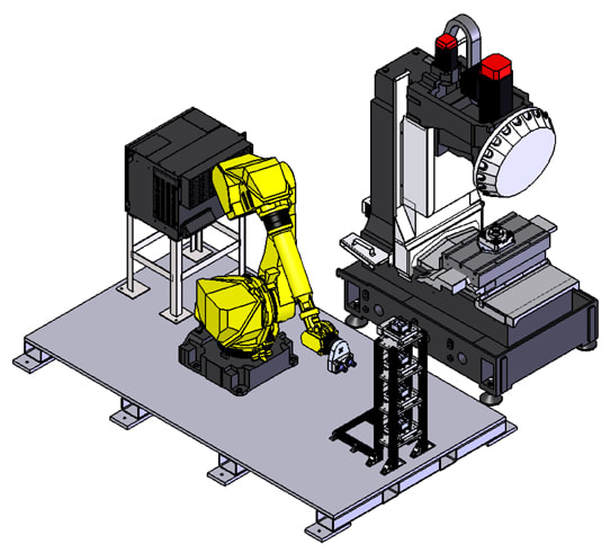 Unilock zero-point automation systems can be implemented at various points of any automation cell.  The concept of using guide pins to load large fixtures has been around for a long time, and it even applies when incorporating Unilock zero-point clamping systems in your fixturing. The main Unilock clamping knob is very robust, i.e.: very hard, and as such it can cause damage to a Unilock chuck if a fixture is very heavy or large. Guide pins are set up on the base, and their corresponding holes or notches located on the edge of the fixture pre-position the fixture so, that as it is being lowered, the knobs do not impact the critical location faces of the clamping chuck. This also has the added benefit of keeping operators in a safe location not having to use their hands & fingers to fine-adjust a slightly out-of-place fixture being lowered. 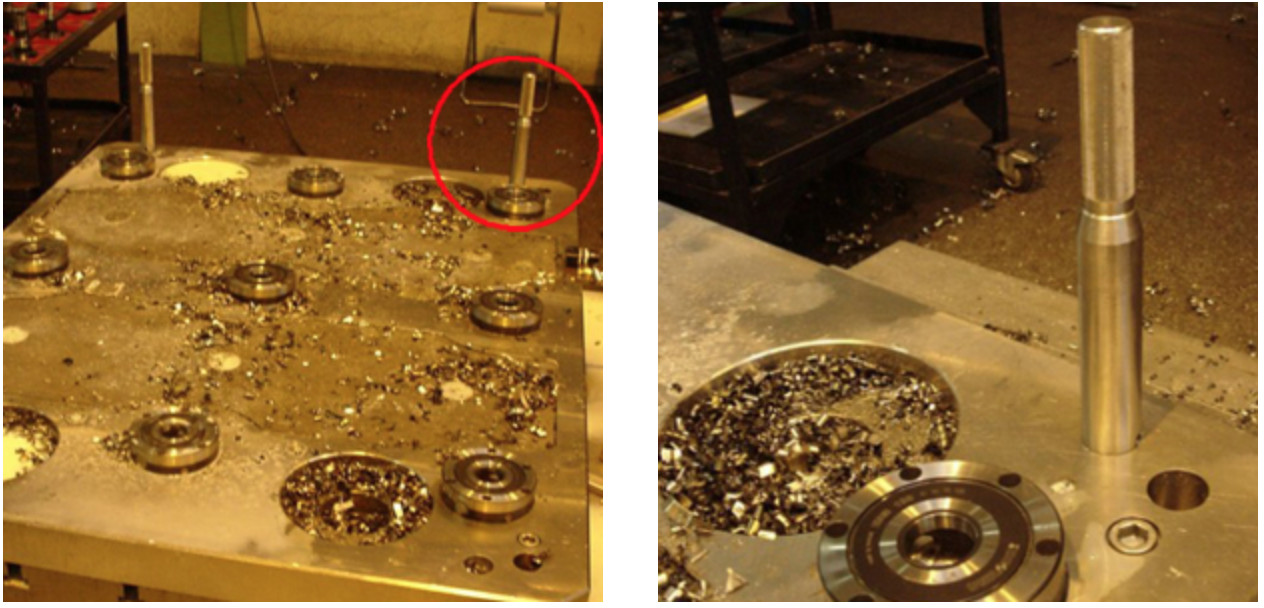 1. Guide pins installed on a sub-plate 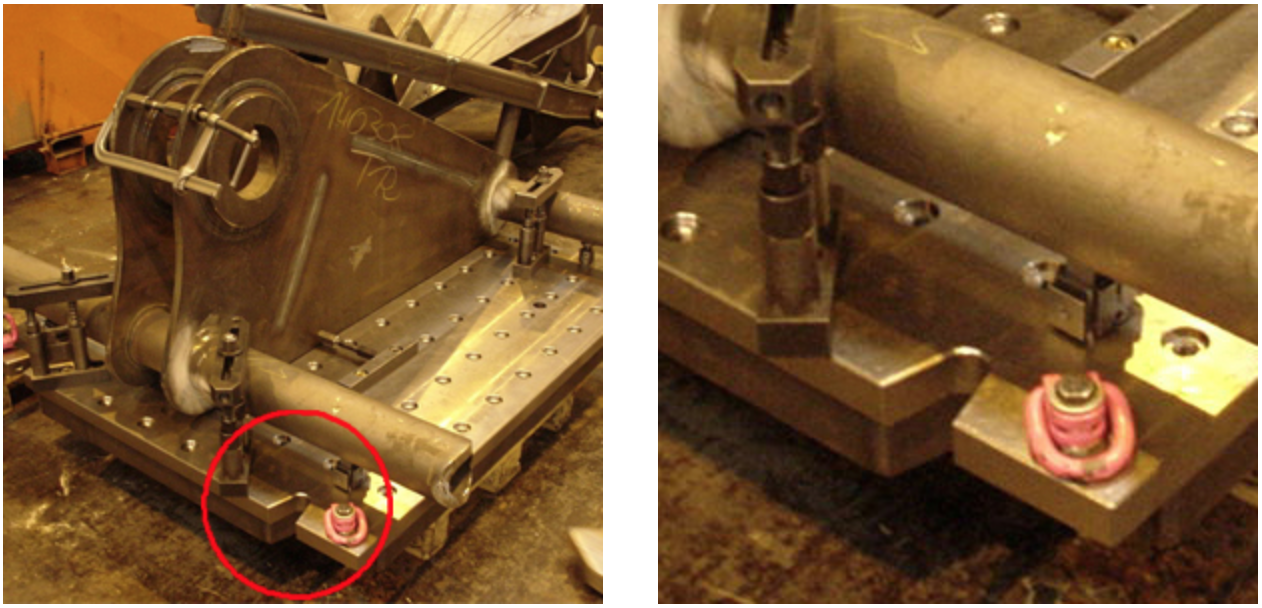 2. Corresponding guide holes notches on fixture plate
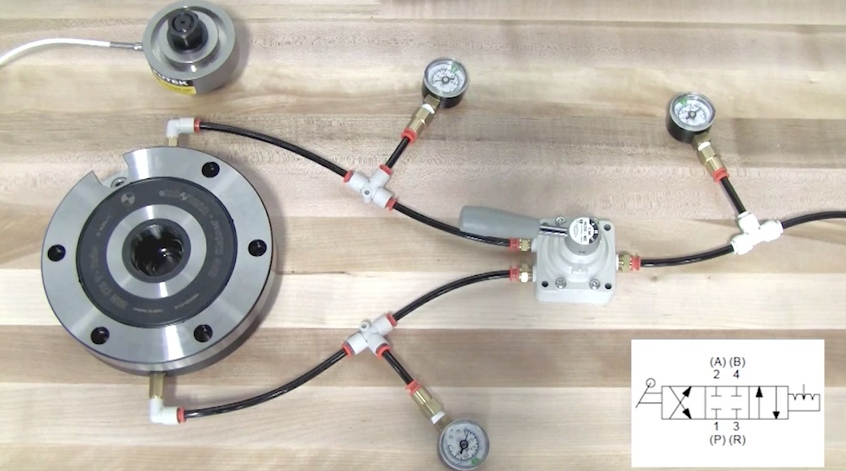
The UNILOCK Zero-Point Clamping System utilizes spring pressure to drive wedges against a tapered wedge lock (clamping knob). Air pressure is used to compress the springs, releasing the wedge lock. Clamping is achieved by bleeding the air pressure out of the chuck. To facilitate palletization, the clamping knob is attached to a base plate, fixture or directly to a workpiece. The result is quick and repeatable clamping. 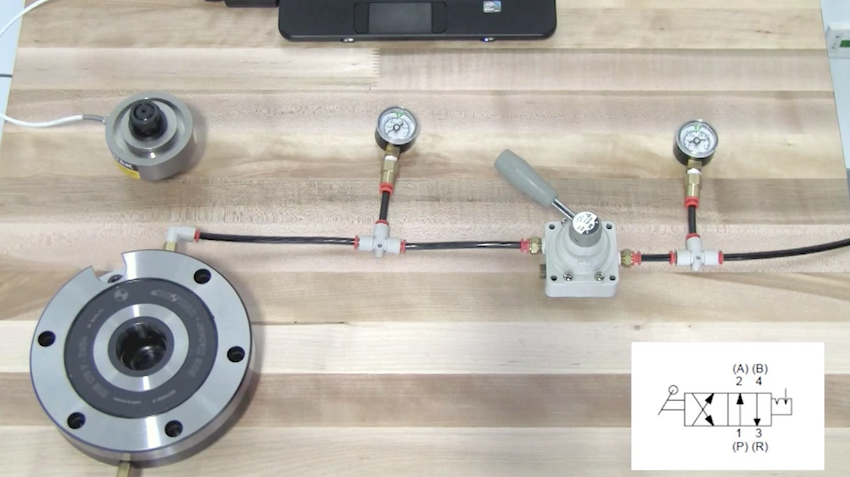 2 Way Valve
Technical Specifications:
The below video explains the three types of methods of setting up the valve system for your UNILOCK Workholding system:
|
Technical Support BlogAt Next Generation Tool we often run into many of the same technical questions from different customers. This section should answer many of your most common questions.
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference. If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website. AuthorshipOur technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada. Archives
July 2024
Categories
All
|


 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
