|
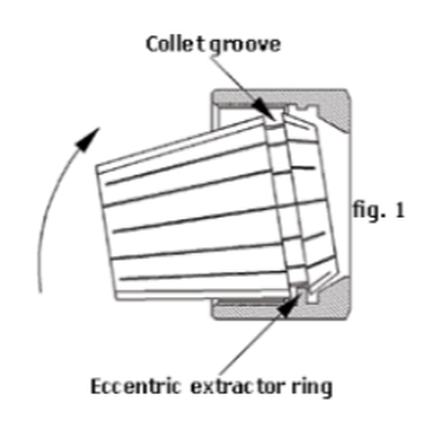
It is critical to properly assemble the collet and collet nut to avoid damage to the collet and make the most accurate and rigid assembly possible. The extraction groove of the collet must be properly seated to the extraction ring of the collet nut.
If the collet extraction groove is not properly seated to the collet nut extraction ring, the collet will appear seated below the face of the nut. This typically occurs when the collet is placed in the collet pocket of the tool holder and then the nut is threaded on the tool holder. In a correct assembly, the collet will seat at the face of the collet nut. The image below shows a correct assembly on the left and an incorrect assembly on the right. 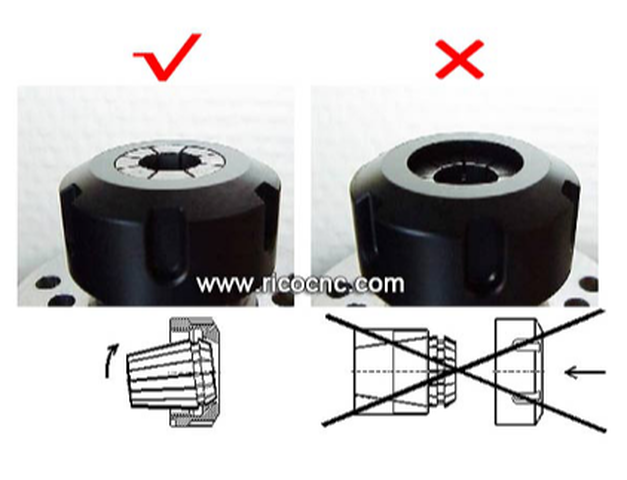 DO NOT tighten the collet nut if the collet appears seated below the face of the nut as this will create galling on the 30° face of the collet. Galling appear as grooves or lines in the lead face of the collet. Recognize Galling on Your ER ColletGalling on the lead face of the collet can result in reduced clamping pressure on the cutting tool shank that may lead to the cutting tool slipping while cutting, or even tool breakage.
0 Comments
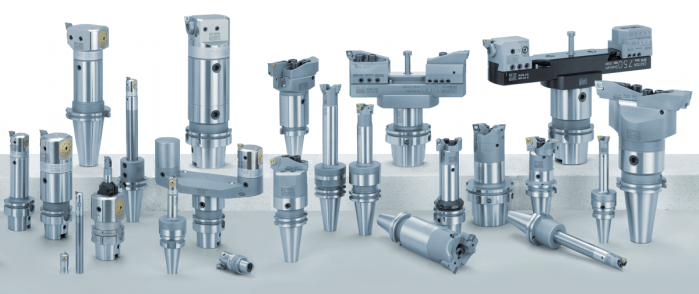
by Peter Jacobs, via OSG USA blog There are almost as many distinct variations of CNC tools as there are finished products that could be milled. If you are familiar with the functions these tools perform, it will be much more straightforward for you to select the ones appropriate for the project you are working on. When it comes to the amount of time it takes and the quality of the work to be produced, choosing the appropriate cutting tool for your CNC milling machine, the material, and the type of milling can have a significant impact. So here is a list of prominent milling tools utilized for CNC cutting.  OSG HY-PRO® CARB VGM Series Different types of CNC milling tools make it feasible to achieve the highest level of product customization. While cutting into and shaping different types of materials, several tools are employed. The tool that should be utilized to cut also gets decided by the finalized design of the cut. Aside from these factors, specialists choose their tools based on how well they match the required speed with the desired finish. Depending on the ultimate purpose of the completed product, one of these two considerations might take precedence over the other. The top 7 milling tools for CNC cutting are: 1. End MillsThere are numerous kinds of end mills, each of which is designed for a particular kind of cutting. All end mills cut at an angle of ninety degrees. A center-cutting end mill is what's required to make a vertical cut. These mills can cut both the center and the margins of the workpiece. Non-center cutting end mills feature a hole in the middle of the tool and only contain cutting edges mostly along the ends of the mill. Since roughing end mills have fewer flutes than standard end mills, they are the tools of choice for making the initial cuts in a workpiece. You will need finishing end mills with additional flutes to obtain a design similar to the part you want to produce. It will enable you to deliver a component that is cut with immense precision. The tool employed on a project will vary depending on several factors, the most important of which is the number of flutes and the material of its composition. The production of end mills typically involves the use of cobalt, high-speed steel, and carbide as raw materials. More details about the different types of mills (as per their material) are given below.
End mills may perform a wide variety of cuts, the type of tool used depends on the type of cut being made:
2. Face MillsThis tool is primarily used to create a level surface on a solid portion of the material. As the first step in milling, this is often performed on the top of the stock to smooth it out. The cutter inserts in a face mill's sole body can be changed for specialized cutting tasks. You would require more cutters to remove metal at a faster rate. 3. Twist DrillsDrill bits resemble end mills in that they have a conical cutting tip on the end of a shaft with one or even more flutes. Twist drills are often made from solid carbide or High-Speed Steel (HSS). The drill's hardness, wear resistance, and lifespan can be improved by applying a gold-colored coating, such as TiN. 4. Fly CuttersFly cutters are considered the best to create a fantastic surface finish. The clockwise motion of these cutting tools produces a mirror-like finish on the material. 5. Center Spotting DrillsThese stocky tools first construct a precise conical hole to avoid the drill bit from drifting during a cutting operation and end up drilling the hole at an incorrect site. Screw clearance holes and counterbores can be drilled with the same tool thanks to multi-function drills that spot and countersink. 6. ReamersReamers are mainly utilized to enlarge the existing holes in compliance with the tolerance while providing a superior surface finish. They help you ensure the accuracy of the roundness and diameter of a drilled hole. For reamers to work, a pilot hole of roughly the same diameter as the final product must first be bored. 7. Taps and Thread MillsTaps are tools used to cut threads into the interior of a material. Yet not every thread is produced by a cutting procedure. By applying pressure, Roll Form taps get inserted into holes, and the surrounding material is shaped to fit them. Thread mills are similar but can be employed to cut internal or external threads. Concluding RemarksThe key to successfully machining products and components is selecting the appropriate CNC tool. Learn how each one functions, and keep in mind the use of the most beneficial ones in your manufacturing facility. About the AuthorPeter Jacobs is the Senior Director of Marketing at CNC Masters. He is actively involved in manufacturing processes and regularly contributes his insights for various blogs in CNC machining, 3D printing, rapid tooling, injection molding, metal casting, and manufacturing in general.
 Put simply, the manufacturing process of boring is enlarging a hole in a piece of metal. There are quite a few different pieces of machinery or approaches that can be used to make holes from lathes and mills to line boring or interpolation. We wanted to do a quick break down of the different kinds of boring tools available to bore holes and/or secondary boring operations. Boring BarsBoring deep holes can involve extreme length-to-diameter ratios, or overhang, when it comes to tooling assemblies. Since it can be difficult to maintain accuracy and stability in these scenarios, we need boring bars to extend tooling assemblies and while maintaining the rigidity to make perfect circles with on-spec finishes. Solid boring bars Typically made of carbide for finishing or heavy metal for roughing, solid boring bars have dense structures that make for a more stable cut as axial force is applied. Damping bars When cutting speeds are compromised, or surface finishes show chatter in a long-reach boring operation, damping bars are an option. They have integrated damping systems. Our version, the Smart Damper, works as both a counter damper and friction damper so that chatter is essentially absorbed. 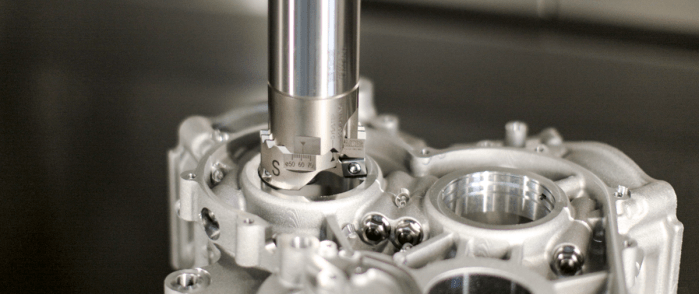 Boring HeadsBoring heads are specifically designed to enlarge an existing hole. They hold cutters in position so they can rotate and gradually remove material until the hole is at the desired diameter. Rough boring heads Once a bore is started with a drill or by another method, rough boring heads are the choice for removing larger amounts of material. They are built more rigid, to handle the increased depths of cut, torque and axial forces needed to efficiently and consistently make the passes to remove materials. Fine boring heads Fine boring heads are best used for more delicate and precise removal of material that finishes the work the rough boring head started. They are often balanced for high-speed cutting since that’s the best approach for reaching exact specifications. Twin cutter boring heads Most boring heads feature one cutter that cuts as its feed diameter is adjusted by the machine. There are twin cutter boring heads that can speed up cutting and add versatility. For example, the Series 319 and other BIG KAISER twin cutter boring heads include two cutters that can perform balanced or stepped cutting without additional accessories or adjustments by switching the mounting locations of the insert holders that have varied heights. Digital boring heads Traditionally, adjusting boring heads has been painstaking and time-consuming, especially when it’s done in the machine. It’s easy to make mistakes when maneuvering to read the diameter dial and adjusting it to the right diameter. Digital boring heads have a LED that makes precise adjustments much easier. 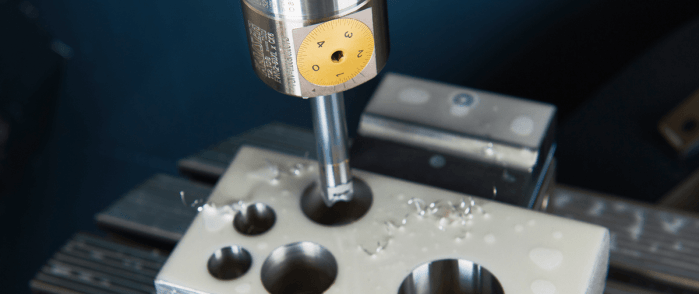 Starter DrillsSince cutters are on diameter of boring heads and not their face, they are not able to initiate a hole on a flat surface or raw material. Especially in smaller bores, fluted drills called starter drills can be used to get the hole started before rough boring.
Specialty boring heads Back boring and face grooving heads, as well as chamfering insert holders, are available for some of the most common secondary operations, after a hole is bored. We produce specific heads with cutters at the appropriate angles so each of these operations can be done without manually moving the part, changing the tool or adjusting the cutter angle. Modular boring tools Since limiting length-to-diameter ratios is so crucial to boring success, it’s extremely valuable to be able to make your tooling assembly as short as possible. Our modular components are based on a cylindrical connection with radial locking screw that allows for the ideal combination of different kinds of shanks, reductions and extensions, bars, ER collet adapters and coolant inducers. Looking for some help finding the right boring equipment for your next job or new machine? Our engineers are here to help. Get in touch with us here. Small Diameter Coolant-Through Carbide Drills 2D · 5D · 12D · 20D · 30D OSG Corporation has announced the release of the ADO-MICRO small diameter coolant-through carbide drill series for stable and high efficiency drilling in small diameter deep-hole applications. 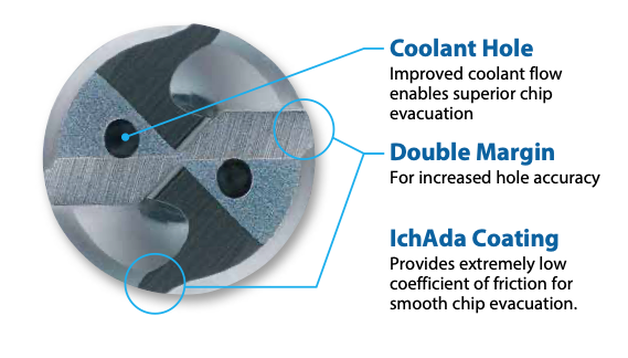 The ADO-MICRO features a unique double margin geometry with an extended flute and shortened end margin to enhance chip evacuation capability Poor chip evacuation is a common complication in small diameter deep-hole drilling. Micro sludges can be easily accumulated around the outer periphery of the cutting tool, which is a key cause of abrupt tool breakage. The ADO-MICRO features a unique double margin geometry with an extended flute and shortened end margin to enhance chip evacuation capability. In addition to the outstanding chip ejection performance, the double margin configuration supports the straightness stability of the tool and reduces rifle marks on the inner surface of holes. Furthermore, the ADO-MICRO features a pair of large oil holes and employs a hollow shank design to allow large coolant flow volume for trouble-free chip evacuation. The ADO-MICRO is coated with OSG’s original IchAda coating that provides excellent surface smoothness in conjunction with high abrasion resistance and heat resistance to enable small diameter tools to achieve long tool life. With the ADO-MICRO’s unique tool geometry and IchAda coating, non-step drilling is made possible even for deep-hole applications, enabling high processing efficiency. 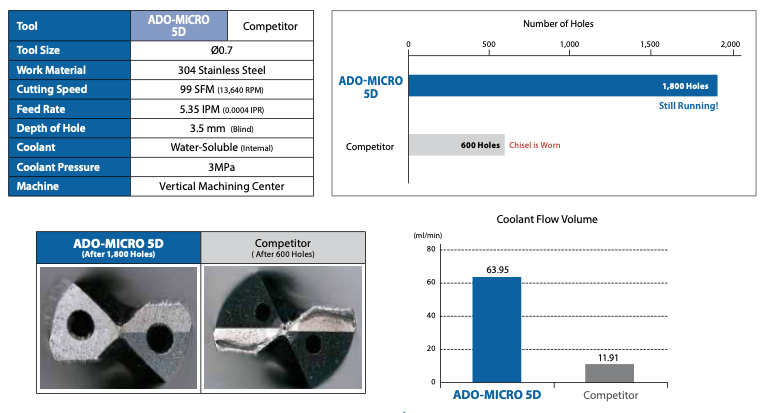 The ADO-MICRO’s large coolant holes increase the coolant flow volume resulting in stable drilling The ADO-MICRO is suitable for carbon steel, alloy steel, stainless steel, cast iron, ductile cast iron, aluminum alloy, titanium alloy and heat resistant alloy. The ADO-MICRO is available from diameter 0.7 mm up to 2 mm for drill lengths 2xD and 5xD, and diameter 1 mm to 2 mm for drill lengths 12xD, 20xD and 30xD. Got an application you want to try this on? Give us a call! The DMT/DMTH tool family consists of high-performance tools that can be used in the production of internal threads. The circular motion performed by these tools during operation produces the thread hole, the actual thread, and an (optional) chamfer in a single work process. This eliminates the need to switch between tools, saving valuable time.
DMT - THREAD MILLS WITH INTERNAL COOLANT BORE
Features:
Made from Carmex MT7 Carbide Grade:Sub-micron grade with multi-layer TiAIN coating. This is a general purpose grade, which can be used with all materials. (ISO K10-K20) TECH TIP: For left-hand jobs, use the M04 code in your G-Code programs. DMT - THREAD MILLS WITHOUT INTERNAL COOLANT BORE
Features:
Made from Carmex MT7 Carbide Grade:Sub-micron grade with multi-layer TiAIN coating. This is a general purpose grade, which can be used with all materials. (ISO K10-K20) TECH TIP: For left-hand jobs, use the M04 code in your G-Code programs. DMTH – 3 IN 1 FOR HARD MATERIALS
Features:
Made from Carmex MT11 Carbide Grade:Ultra-fine sub-micron grade with triple blue PVD coating. TECH TIP: For left-hand jobs, use the M04 code in your G-Code programs. 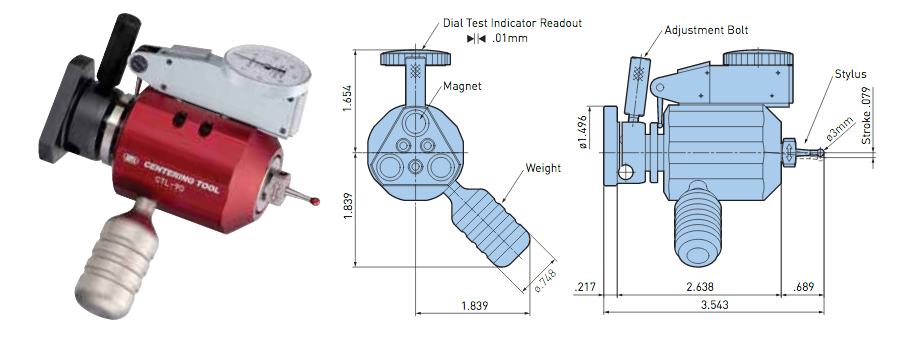 With this innovative centering tool from Big Kaiser, spindles and tools can be centered quickly and easily. It's ideal for limited spaces within small lathes. The Centering Tool is a static dial gauge for easy centering.
We've assembled a few tips on drilling that you may want to pass along to your team. Drilling Tip 1  During drilling operations, chip formation is very important to keep an eye on. If you are getting long unbroken chip with jagged edges, your feed rate is too high. If you are getting tight spirals but the chips are not breaking apart, your feed rate is too low. The Ideal chip shape is small tight curls, Like little "6's and 9's". When you are getting these shapes of chips then you will get best tools life and finish on your part. Drilling Tip 2  If your drill is getting chipped only on one edge or if your drill has more wear on one cutting edge than the other, the cause could be bad run out of the drill or bad alignment of the machine. This means one side of the drill is experiencing more axial forces than the other. If you correct the run out of the drill and alignment of machine spindle, the problem will be solved. Drilling Tip 3  If your drill has too much run out, you will have issues such as hole expansion, bad hole perpendicularity, and poor surface finish. Drill run out should be less than 0.0008"(0.02mm) when setting up. The run out increases with the speed, thus, when drilling a deep hole. OSG recommends making the pilot hole 0~0.003"(0.08mm) oversize and inserting a long drill at 0~500rpm so that the drill is fitting properly in the pilot hole . Drilling Tip 4  The V-Series HELIOS® drill is the 1st drill to process deep holes 10X-20X diameter, without pecking and without the use of internal coolant supply. Flute form, point thinning and compound lead construction are all patented technologies developed by OSG to make this drill do what no other parabolic HSS-Co drill can. The addition of our exclusive WXL coating technology makes non-peck drilling repeatable, even in the longest of production runs. Drilling Tip 5 Last but not least, don't forget that now through August 31st, save 12% on select A-Drills!l  |
Technical Support BlogAt Next Generation Tool we often run into many of the same technical questions from different customers. This section should answer many of your most common questions.
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference. If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website. AuthorshipOur technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada. Archives
July 2024
Categories
All
|




 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
