|
edited by Bernard Martin 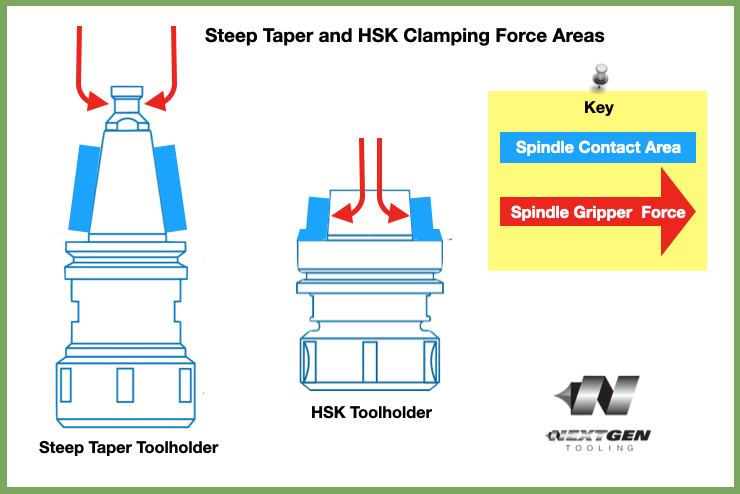 Comparison between Steep Taper holders like CAT, BT vs. HSK spindle engagement. Drawbar Gripper Fingers shown in red, Spindle Contact area show in Blue As machining spindle speeds have increased, steep taper rotary toolholders like BT and CAT systems tend to lose accuracy due to higher centrifugal when running at high RPM's. The mouth of the machining center spindle can grow and eventually "bell mouth" with these older style steep taper holders. As it grows the BT and CAT tool is under constant drawbar pull, is pulled up deeper inside the expanded spindle taper. This causes the Z-axis offset to change and can lead the toolholder getting stuck in the spindle. Major Differences between Steep Taper and HSKThere are several major differences between "steep taper" toolholders, like NMTB, CAT & BT and HSK.
Dual ContactOne of the big differences between HSK, short taper toolholders is the way the tool fits into the machine tool spindle. HSK uses a simultaneous fit between the short taper and the face of the spindle. The connection is very rigid. HSK provides dual contact between the spindle face and taper while a conventional V-taper only makes taper contact. A standard steep V-taper tool system is designed to make contact along a fixed taper in the machining center spindle. The tool is held firm against this taper by the drawbar inside the spindle of your CNC. When a conventional holder is seated in the CNC spindle, there is approximately a 3 mm gap between the tool holder flange and the spindle face. HSK is short for the German words "Hohl Shaft Kegel" or, in English, Hollow Shank Taper because of how the tool is held in the spindle. 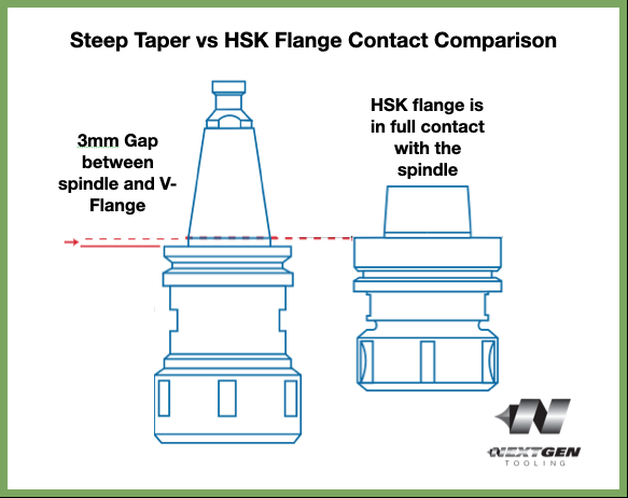 Note how HSK taper (right) is a dual-contact taper. Meaning that it is flush with the gauge line of the spindle face, creating dual contact between the flange of the holder and the spindle face, and the taper itself and the spindle mouth. Dual contact increases tool- holder rigidity for improved performance especially at extended gauge lengths The HSK contacts the spindle taper and flange on the spindle face to make a solid union in both the axial and radial planes. In operation, HSK tool holders are resistant to axial movement because the face contact prevents the toolholder from being pulled up into the spindle at high speed. Cutting tools generally takes higher radial forces because the flange contact and taper contact combine to resist deflection. DrawbarThe HSK drawbar "fingers" reach inside the Hollow Shank. One of the big advantages of HSK is the "Merry go Round" effect on the drawbar fingers and how centripetal forces affect it. As the RPM is increased on the HSK toolholder the drawbar fingers actually use become a tighter connection on the inside of the flange and increase the pressure in the spindle connection. 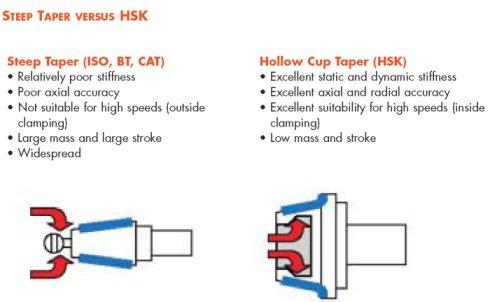 February 2023 Editors note: New graphics and minor editing and corrections have been made to this article to improve the readability. The old graphic element has been moved here to the bottom of the screen while everything above has been recreated with higher resolution (non blurry) elements.
14 Comments
Keith
6/29/2018 09:08:51
The spindle grows at high speed on the BT/Cat, then the taper drawn further into the spindle. The spindle on the HSK must grow, too, but can't be drawn further into spindle- So it operates loose? Or? 4/12/2021 08:39:07
In HSK, there are ceiling speeds and if you go above those speeds, you will loose taper contact and only then have face contact. All the torque now is only on the face.
Timothy Loveridge
11/10/2021 08:58:32
When it comes to RPM, HSK is far superior to a BT/Cat, everyone of them has a ceiling speed, and exceeding the ceiling speed on a BT/Cat can cause the tool to seize inside the spindle, and your ceiling spindle speed is always going to be higher with your HSK than for the BT/Cat. 3/16/2020 09:47:32
I t was interesting when you said that Drawbar tool holders are held against the spindle through the use of fingers. My husband wants to buy a spindle so he can start using his CNC machine for woodworking projects. Thanks for helping me understand the way a spindle works in different types of CNC machines! 9/12/2020 06:48:06
This is a really great content, I can see how detailed you have gone through and explained about cat hsk whats the important differences for my cnc. I love this article, thanks for producing such great contents. I love your posts always. 12/17/2020 00:49:01
These are some great bt cat hsk whats the important differences for my cnc that you have discussed here. I really loved it and thank you very much for sharing this with us. You have a great visualization and you have really presented this content in a really good manner. 12/24/2020 00:36:08
You are absolutely correct and thanks for giving information about cat hsk whats the important differences for my cnc . I loved your blog and thanks for publishing this!! I am really happy to come across this exceptionally well written content. Thanks for sharing and look for more in future!! 4/5/2021 01:58:04
It is a nice article about three reasons about bt cat hsk whats the important differences for my cnc in your house. I agree with all your points that you have stated here, love this blog.One must check this Eagleengineering.co.nz it gives us more info on this topic.
Tejas
6/29/2021 04:25:49
Very insightful and concise. But the last paragraph could have been worded better. Thanks for the post!
Teoh
7/17/2021 04:41:28
Hi, what is the difference between CAT and SCAT? Is SCAT tool holder sit against the spindle flange beside the taper?
Aditya katkar
8/15/2021 08:35:43
Thank you for presenting article in a simple and understanding language. Leave a Reply. |
Technical Support BlogAt Next Generation Tool we often run into many of the same technical questions from different customers. This section should answer many of your most common questions.
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference. If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website. AuthorshipOur technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada. Archives
July 2024
Categories
All
|
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
