Speroni Tool Presetter: A Fabricator Finds Dramatic Time and Tool Cost Savings in an Unusual Place12/15/2020  The Speroni STP Essntia Tool Presetter bench top design from Big Kaiser can work with any brand or router and handles very complex tool profiles stone cutting with ease, according to Denis Phocus, the owner of Alfa Granite & Tile. Alpha Granite & Tile in Austin, TX, has grown steadily since its opening in 2003, adding and diversifying machinery, materials and service offerings along the way, eventually earning the title “Accredited Natural Stone Company” from the Natural Stone Institute. They’ve expanded to deliver a range of custom residential and commercial stone surfaces, from wall cladding to kitchen countertops, in more than 150 colors of granite, marble, onyx, quartz, quartzite and ultra-compact sintered surfaces. To keep up, Alpha Granite has invested in several advanced CNC machines, diminishing or altogether eliminating many of the laborious and time-consuming processes. Despite the technological advances, there was still a bottleneck that frustrated owners Denis and Sonia Phocas. “Measuring tools in the stone industry was always a very laborious process,” explained Denis Phocas. “It’s archaic. You get wet, dirty and it takes a really long time. In reality, the process destroys tools because employees know the time and effort involved, so they tend to skip the necessary measuring intervals [ultimately cutting tool life roughly in half]. Dressing of the tools is also skipped, as this process needs to be done after a set amount of linear feet of work. In essence, the tools need to be measured and sharpened at set intervals to increase life.” The traditional measuring process is manual. Measuring height and diameter to set up and inspect tools requires handheld instruments like calipers. Phocas explains how important accurate and sharp tools are to cutting stone profiles. Since each profile requires several passes by six or seven different tools, each dependent on the accuracy, and more delicate than the one before. In other words, if the first tool isn’t dialed in right, the profile shape will be deformed, tools wear faster and the hours spent preparing them are wasted. “Finding the center of one tool is hard enough,” he said. “Finding the center in relation to six others is very difficult.” Phocas had heard about tool presetters, essentially a powerful microscope with a high-resolution monitor and basic computing power. It allows for precise inspection and measurement of tool edges. The process is relatively new to the stone industry and mostly limited to larger fabricators. As he explored further, Phocas began to understand why — only the big guys could afford them. The presetters he saw from his distributers were big, expensive and, frankly, had more bells and whistles than a family-owned independent shop like Alpha Granite would need. Phocas recalled thinking, “It was such a major expense. Who needs to spend $60,000 on something you don’t need fully automated? There had to be a smaller solution.” Phocas approached suppliers about entry-level options, but they continued pushing more expensive options. He got creative and found a metalworking supplier, Big Kaiser Precision Tooling in Hoffman Estates, IL, that might be able to help. The Speroni STP Essentia they offered featured a compact bench-top design, could work with any brand of router tools and handle the more complex tool profiles in stone cutting with ease. Most importantly, it was much less expensive than the other options he had found. After working closely with a representative from Big Kaiser, even trying out an Essentia in his shop, Phocas was convinced and decided to purchase one. While there are significantly fewer types of tools used for profile cutting, this new capability and process would be an adjustment at first, starting with installation. “I had never worked with one of these,” said Phocas. “It’s a precision tool. I wouldn’t call it daunting, but the process was interesting. We installed it in the workshop manager’s office because we wanted to keep it in a clean environment and because it’s got a computer hooked up to it. In the end, the installation process was pretty straightforward.”  Working with Big Kaiser, Alfa Granite & Tile, put together instructions for using the Speroni touchscreen system and measuring their 11 most common tools for us in the Tool Presetter To shrink the learning curve for his team, Phocas worked with Big Kaiser to develop a simple calibration manual. In just 18 pages, they were able to include step-by-step instructions for using the touchscreen system and measuring their 11 most common tools, from simple drillers to ogees.
“Once we got used to it, it was very easy,” said Phocas. “Our employees simply love the Essentia and now depend on it.” The results have been undeniable. “The Essentia quickly tells you if a tool is out of shape,” explained Phocas. “I can prepare a set of tools in about 10 minutes, put them on the machine and start running. Whereas, with the old system it would take me anywhere between two to three hours, re-measuring and re-dressing while machines sat idle. We think our tool life has improved by 35 to 45 percent as well. It’s just phenomenal.” Alpha Granite isn’t stopping there. In the near future, they’ll install software on their CNC routers that will precisely monitor the amount of linear feet each tool is working. This data will make tool recalibration even more streamlined. As things stand now, they have scheduled days for using the Essentia to recalibrate tools. With the new software, they’ll be able to recalibrate on-demand, so to speak, right when a tool has reached its manufacturer-recommended linear feet. The addition of the Essentia has sparked dramatic process improvements. While presetters aren’t foreign to stonework, they aren’t all that common at fabrication shops like Alpha Granite. But if the results are any indication, other independent fabricators may want to get creative in their exploration of tool management options too. The full story about Alpha Granite & Tile can be found in the April 2018 issue of Stone World or online at: www.stoneworld.com.
1 Comment
A guest blog from BIG KAISER. 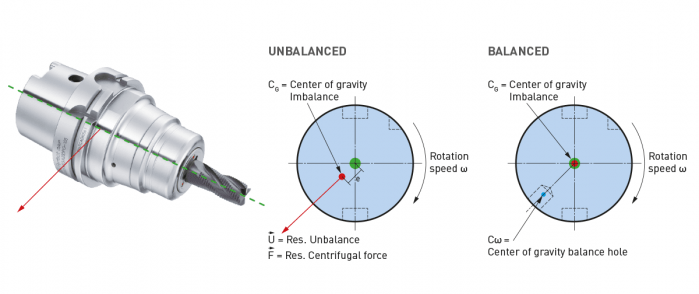 High-speed machining started getting popular in the ‘90s, especially in aerospace where they replaced fabricating processes with machining monolithic parts like wing struts from billets. Machine tools capable of spinning cutting tools at tens of thousands of RPM made it easier to produce these parts quickly. Like machines, holders adapted. The centrifugal forces they had to manage in order to keep tools cutting correctly became extreme. The toolholding systems available at that time were found not to be as effective as the shallower 1-to-10 taper ratio of the German hollow taper shank, hohl shaft kegel (HSK) in German. The HSK has since been standardized to ISO specifications (12164-1, -2). HSK is now available in several sizes and forms to fit with small to large machines. For the most part, the market has settled on the form A for general milling. It has been adopted in Japan, North America and Europe and is truly one of the only worldwide-side toolholder standards. Form E or F is for high-speed machining. The forms have different features depending on the standard they follow. In the end, to achieve efficient tool life, proper finish and productivity in high-speed work, holders need to be as rigid, compact and short as possible to keep the whole assembly stable. What to know when choosing a high-speed tool holder
When it comes to balancing holders, the quality G2.5 is widely used in the industry and is described in the ISO 1940-1 (issued in 2003) standard. However, this quality class is often over-specified and is in many cases not economically or technically feasible, especially when applied to smaller and lighter tools. Standards often applied to tools are more suited for rigid rotors and are practical in a broader use for balancing.
However, it cannot be applied to a complete system of spindles, tool holders and tools adequately and within technical constraints. For example, a tool to be compliant will have to be balanced to less than 1 gmm/kg at a speed of 25,000 rpm, which in turn corresponds to a mass eccentricity of less than 1 μm. This allowable tolerance is less than the interchange accuracy for even HSK, essentially negating all the costs and time for balancing the tool to such a strict tolerance. For this reason, all BIG KAISER tool holders are balanced according ISO 16084 (issued in 2017) specifically developed for rotating tool systems. ISO 16084 focuses on the interaction between spindle and tool factoring in the allowable load on the spindle bearings generated by the tool’s imbalance. This load must not exceed one percent of the dynamic load capacity of the spindle bearings. According to ISO 16084, the allowable unbalance tolerance is specified in [gmm] and is not expressed using a special quality grade [G]. In conclusion, BIG KAISER does not indicate any G-values for balancing quality, but rather the maximum rotational speeds of the individual tool holder. The BIG Kiaser MEGA holder program includes a variety of styles that can be used up to 40,000 RPM. They guarantee 100 percent concentricity and runout accuracy down to .00004" at the nose. They are built specifically to withstand speed and forces required in today’s high-throughput environment. For more information on BIG KAISER's approach to balancing tool holders, click here. To learn more about our high-performance tool holders here. Our most widely used finish boring system, BIG KAISER Series 112, features a high precision boring head with a center-mount boring bar or boring bar/insert holder combo with a predefined fixed offset designed to bore one specific size. Although the BIG KAISER system provides a multitude of standard components to create the ideal combination of boring bar and insert holder – you may not always have the ideal combination at your disposal. Don’t fret – that is the beauty of the system. 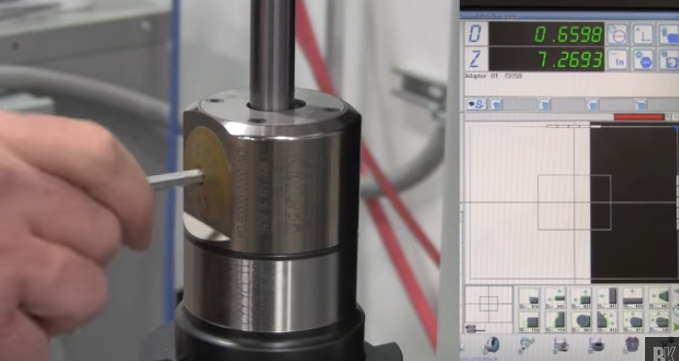 The total boring range of your assembly is reached through radial adjustment of the bar. However, when doing so, there is still always the consideration of balance while assembling the tool. As logic would tell you, the farther away from the boring head’s centerline you offset the boring bar, the greater the unbalance. This affects not only the performance of the tool, but more importantly, the results. And this is especially true for deep hole boring. To get the greatest productivity and flexibility from the BIG KAISER 112 boring system, we recommend replacing the fixed bar & insert holder with a radial adjustment bar & insert holder which keeps the bar at centerline at all times. This allows for different boring ranges to be reached, all while keeping the tool as balanced as possible. In this video, Matt Tegelman, Applications Manager and BIG KAISER Product Manager, walks you through the process of adjusting the fixed boring bars and inserts holders. And if balance is a concern, utilizing the radial adjustable option, Matt demonstrates how to properly center the boring bar on both a tool presetter and in a machine spindle, and finally, how to fine-adjust to the desired diameter. Watch for more of these brief instructional reference videos here on Cut to the Chase blog in the near future.
Tags: balance, boring tool, deep hole boring, How-To, KAISER, Matt Tegelman, tool presetter by Bernard Martin ER, IT’S IN THE DETAILS The ER collet system has several advantages when using today's CNC computerized milling machines. The most significant advantage is flexibility to hold any type of round shank tool. An ER collet can be used in drilling, reaming, and tapping as well as milling applications just by exchanging the collet. Its accuracy also provides greater tool life than older style collet systems like TG or DA. Another advantage is the flexibility of the collet for clamping a wide range of tool shanks with a small number of collets. ER 16 through ER 40 provide a collapse range of ~.039" flexibility for clamping cutting tools. This is a benefit for you because you will not have to carry as many collets in inventory for the different jobs you need to do each day. The ER collet also provides more holding power by using two principles. 
In addition to mechanical differences, the ER collet is also user friendly. It is a self-extracting collet, which eliminates the need for collet squeezers to extract the collet by any other means than screwing the nut off. This enables the operator to spend time running the machine, not extracting collets. These basic principles allow the ER collet system to be the most widely accepted collet system in the world for holding round shank cutting tools. 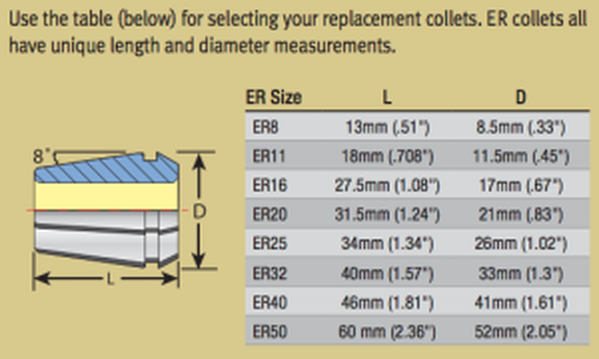
ER style collet chucks should be used for the bulk of your needs. They are the most dependable, with the least runout, both in and out of the cut, are readily available (so the prices continue to drop) and will give you the best tool life out of the lot of them. Advantages of the ER Collet System |
Technical Support BlogAt Next Generation Tool we often run into many of the same technical questions from different customers. This section should answer many of your most common questions.
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference. If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website. AuthorshipOur technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada. Archives
July 2024
Categories
All
|
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
