|
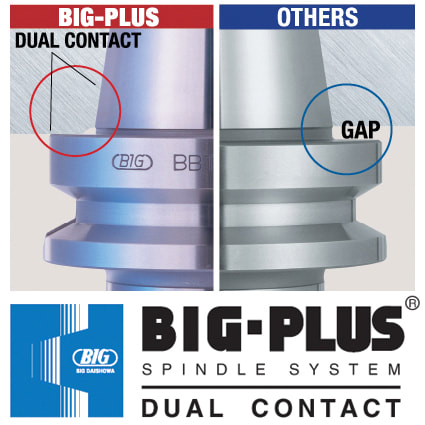
Below are excerpts from a Cutting Tool Engineering article by the same title. To read the entire article please click HERE.  Author Kip Hanson, Contributing Editor, Cutting Tool Engineering (520) 548-7328 khanson@jwr.com Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Originally Published: September 12, 2017 - 3:00pm Shopping for a machining center was simpler when buyers had only two basic spindle choices: CAT or BT. Both of these “steep tapers” have an angle of 3.5 in./ft., or 7" in 24" (7/24), and are based on the 1927 patent by Kearney & Trecker Corp., Brown & Sharpe Manufacturing Co. and Cincinnati Milling Machine Co. With the development of automatic toolchangers in the late 1960s, machine tool builders in Japan modified the patented design and invented the BT standard. In the 1970s, tractor manufacturer Caterpillar Inc., Peoria, Ill., changed things again with a flange design now known as CAT, or V-flange. “Sticking” TogetherDuring the late ’80s, machine tool builders began offering vertical and horizontal CNC mills with spindle speeds higher than the 6,000 to 8,000 rpm common at the time. As rpm increased, so did problems with steep-taper toolholders. Chief among them is the tendency for the mating spindle and toolholder tapers to stick together. This is caused by the expansion of the spindle housing at high speeds, which allows the toolholder to be pulled upward into the spindle taper, jamming it in place. HSK spindles, like the one shown in the illustration below, offer advantages steep-taper styles can't. One way to eliminate this problem is by extending the toolholder flange upward, thus creating a hard stop against the spindle face and preventing further Z-axis movement. 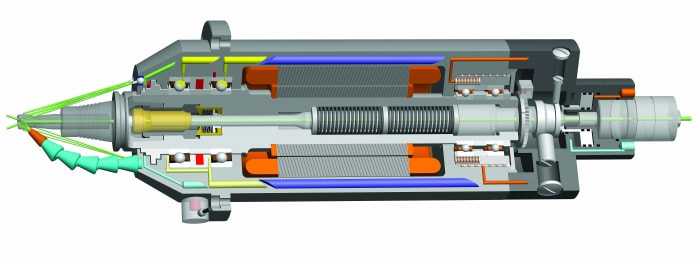 HSK spindles, like the one shown in the illustration above, offer advantages steep-taper styles can't. Image courtesy of IBAG North America. This is the approach taken by BIG KAISER Precision Tooling Inc., Hoffman Estates, Ill. Jack Burley, vice president of sales and engineering, said the BIG-PLUS system—developed in 1992 by BIG Daishowa Seiki Co. Ltd., Osaka, Japan—relies on a bit of elastic deformation in the spindle to provide dual points of toolholder contact at its face and taper, eliminating upward holder movement as the spindle expands. He said it’s also more rigid, with tests showing that the deflection on a CV40 BIG-PLUS toolholder measured at 70mm (2.755") from the spindle face is only 60µm (0.002") when subjected to 500kg (1,102 lbs.) of radial force, roughly half that of a traditional V-flange toolholder.
“There are now roughly 150 machine builders that either offer BIG-PLUS or have it as a standard,” Burley said. “The beauty of the system is that it can use either standard toolholders or BIG-PLUS interchangeably. So for drilling and reaming work, you can use a conventional collet chuck, but for heavy milling cuts or profiling operations at higher spindle speeds, BIG-PLUS improves accuracy and tool life.” Revving UpBurley does not recommend BIG-PLUS for older machines that have never seen these toolholders, because CAT and BT taper-only contact holders tend to bellmouth the spindle over time, leading to undesirable results. BIG-PLUS, like any dual-contact toolholder, requires particular attention to cleanliness, as chips caught between the spindle face and the toolholder can cause serious problems. He also recommends staying below 30,000 rpm when using 40-taper holders, noting that higher speeds are better handled by HSK spindles and holders. Keep It Clean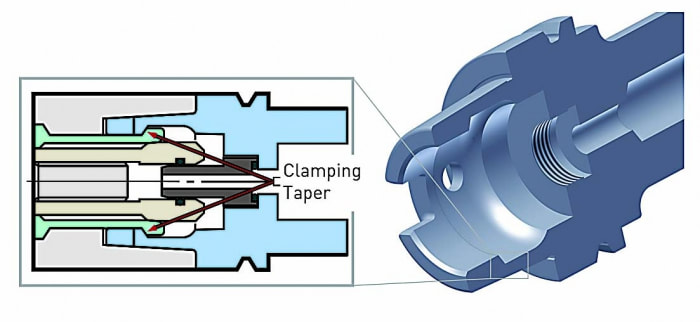 The clamping mechanism for HSK toolholders is distinctly different from that of steep-taper holders. Image courtesy of BIG KAISER Precision Tooling. Bill Popoli, president of IBAG North America, North Haven, Conn., said the company started building steep-taper spindles in the late ’80s, but 95 percent of its work has since transitioned to HSK spindles. As mentioned earlier, the extreme accuracy needed to guarantee near-simultaneous contact between the spindle face and taper is challenging, requiring micron-level tolerances in toolholder and spindle alike. These requirements were impossible to meet when steep taper was first developed, Popoli said, resulting in looser standards overall for CAT and BT spindles than the ones applied to HSK spindles and toolholders. Because of this, purchasing an HSK or equivalent toolholder automatically makes one “part of the club” when it comes to balance, accuracy, repeatability and tool life. That’s not to say, however, that shops firmly married to steep tapers should settle for less. Popoli recommends purchasing the highest-quality tooling possible and paying close attention to the stated tolerance.
Always stay below 20,000 rpm with 40-taper holders, and reach no more than 30,000 rpm with 30-taper ones. Use balanced holders and high-quality retention knobs that have been properly torqued—otherwise distortion at the small end of the taper may occur. And whatever the taper type, keep the spindle and toolholder clean at all times. Bob Freitag agreed. The manager of application engineering at Minneapolis-based metalworking products and services provider Productivity Inc. said the lines are evenly split between traditional 40- and 50-taper CAT or BT tooling (much of which is BIG-PLUS) and HSK. “It really depends on the application,” Freitag said. “Most of our die and mold machines in the 20,000- to 30,000-rpm range will have an HSK63A or HSK63F. When you get up around 45,000 rpm, you’re probably looking at an HSK32. But in horizontal machining centers and lower-rpm, high-torque verticals, you’ll see mostly steep tapers, as this is generally preferred for deep depths of cut and lower feed rates, where you’re removing a lot of material at once.” For shops that want to make the leap to an HSK machine but are leery of investing in new toolholders, Freitag advised: “Anytime you buy a new machine, you should buy new toolholders to go with it. If not, the imperfections of the old toolholders will soon transfer themselves to the spindle on the new machine.”
0 Comments
 Remember to replace your spindle cleaners on a regular basis so that you aren't using worn out cleaners. What you think is helping to preserve your valuable Machine Tool/Presetter might actually be hurting it. When replaced regularly, spindle cleaners can prolong the life of your machine, tools & holders, and tool cleaners enhance the repeatability to the machine spindle. This is a perfect example of how a small investment can make a big impact.   Guest Blog: Alan Miller Engineering Manager & Product Manager BIG alan.miller@us.bigkaiser.com Tel: 224.770.2903 Proper clamping techniques will ensure the proper operation of all mechanical milling chucks. 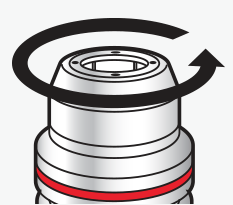 After the tool is released it is also very important to rotate the nut two additional rotations after the tool can be removed. After the tool is released it is also very important to rotate the nut two additional rotations after the tool can be removed. With MEGA Double Power and Hi-Power Slim type chucks it is very important to stop when the nut contacts the main body.
If the operator over tightens or “jerks” the wrench after contact is made, the two faces will wring together making it much more difficult to loosen the tool. After the tool is released it is also very important to rotate the nut two additional rotations after the tool can be removed. This makes sure the chuck is fully released and is ready to be clamped again. If the chuck is retightened without fully releasing the nut the gripping strength will be reduced.  The concept of using guide pins to load large fixtures has been around for a long time, and it even applies when incorporating Unilock zero-point clamping systems in your fixturing. The main Unilock clamping knob is very robust, i.e.: very hard, and as such it can cause damage to a Unilock chuck if a fixture is very heavy or large. Guide pins are set up on the base, and their corresponding holes or notches located on the edge of the fixture pre-position the fixture so, that as it is being lowered, the knobs do not impact the critical location faces of the clamping chuck. This also has the added benefit of keeping operators in a safe location not having to use their hands & fingers to fine-adjust a slightly out-of-place fixture being lowered. 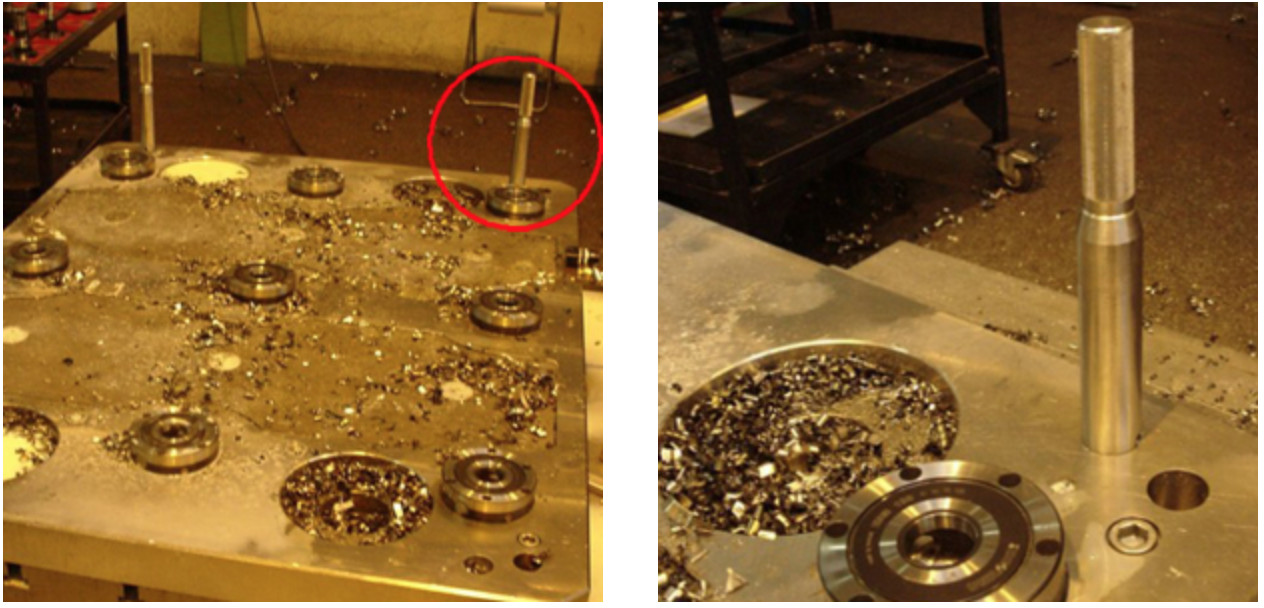 1. Guide pins installed on a sub-plate  2. Corresponding guide holes notches on fixture plate
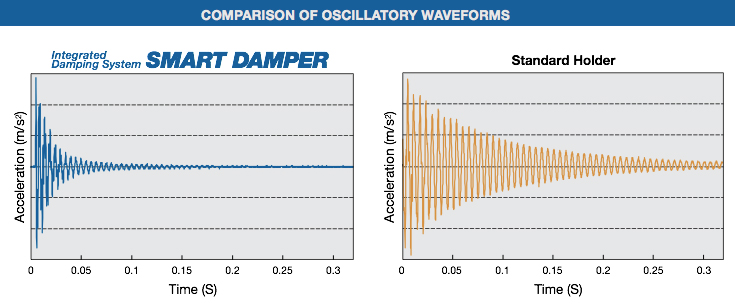
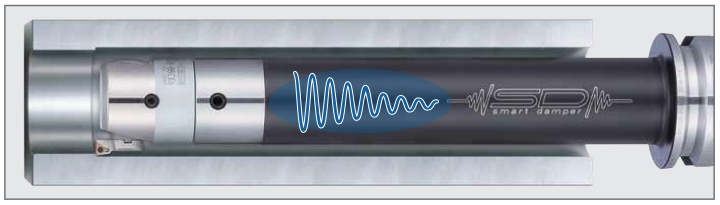 The EWD Smart Damper damps vibrations and reduces chatter in deep-hole finish boring and extended-reach face milling applications – thus achieving better surface finishes and improved metal removal rates. For precision machining of deep bores, it has previously been necessary to choose low cutting data in order to prevent vibrations, which massively increases processing time. The EWD Smart Damper overcomes this problem, and enables high cutting parameters to be used. This means that extremely short turnaround times can be achieved, which improves productivity by up to a factor of ten. Features
 Smart Damper products are designed for deep-hole boring with BIG KAISER’s CKB modular boring system, and also for extended reach milling with both inch- and metric-pilot shell mills and face mills. The original rollout of the Smart Damper for finish boring included an integral BCV50, BBT50 and HSK-A100 tool holder with a CKB modular connection at the business end. A BCV50 integral 1” shell mill holder was also available. The next phase of the Smart Damper accounted for more flexibility towards assembling a more custom tool assembly. A modular CKB Smart Damper Extension allowed customers to mount it to any combination of standard CKB shanks, extensions and reductions to create the exact tool configuration for their job. 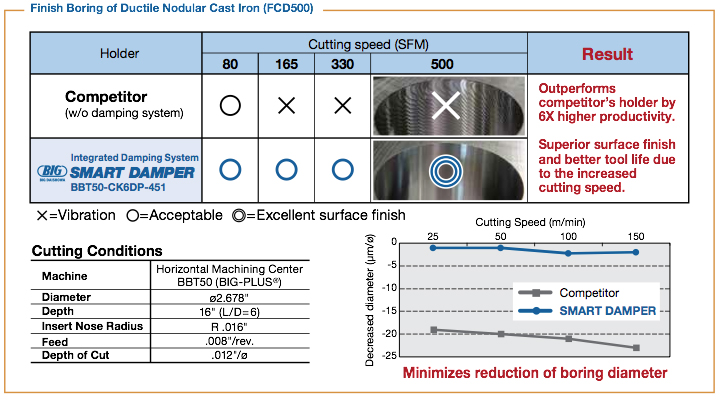 At the same time, a modular thread-on face mill damper head extension was also developed to be used with matching basic holder with different interfaces and gauge lengths. This new design for boring shortens the distance from the damping mechanism to the cutting edge, which is the source of vibration. This produces higher damping effects to the tool assembly to minimize the chatter or vibration – thus achieving better surface finishes and improved metal removal rates.
For more information on Smart Damper Models:
Visitors at the 2015 EMO tradeshow in Milan, Italy, were the first in the world to see our newest solution in the Smart Damper family – EWN and EWD BIG KAISER boring heads with an integral damping system.
If you're just learning about it now you should get in touch with us so we can show you lots of new application solutions!  In order to get the maximum life out of your Steep taper rotary toolholders in your CNC milling machines, follow these best practices that you can implement in your shop. Perhaps not all of them can be implemented every day or every time but it's well worth being aware of how to best protect your investment.
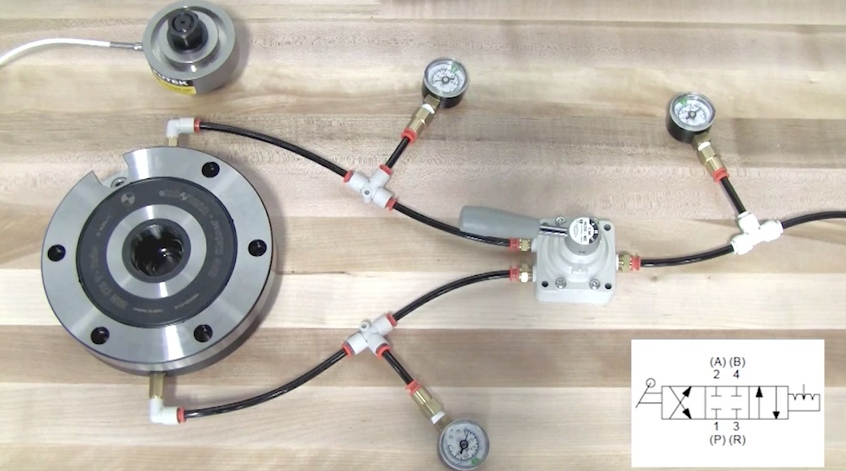
The UNILOCK Zero-Point Clamping System utilizes spring pressure to drive wedges against a tapered wedge lock (clamping knob). Air pressure is used to compress the springs, releasing the wedge lock. Clamping is achieved by bleeding the air pressure out of the chuck. To facilitate palletization, the clamping knob is attached to a base plate, fixture or directly to a workpiece. The result is quick and repeatable clamping. 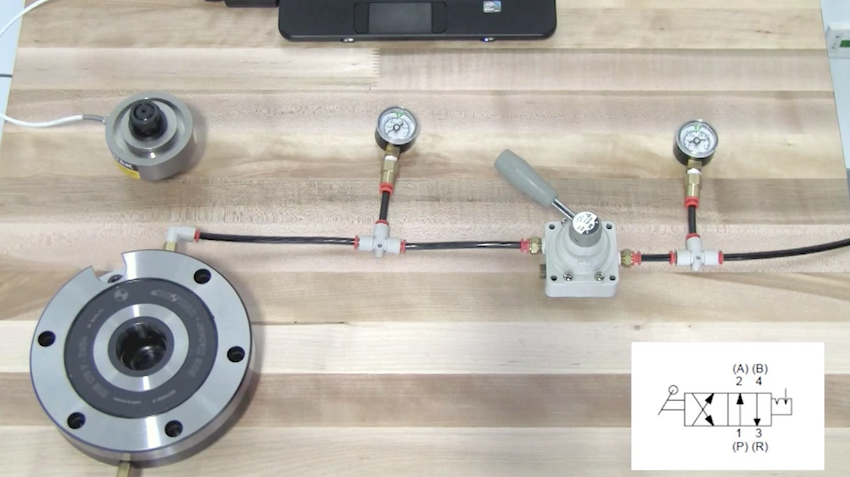 2 Way Valve
Technical Specifications:
The below video explains the three types of methods of setting up the valve system for your UNILOCK Workholding system:
Our most widely used finish boring system, BIG KAISER Series 112, features a high precision boring head with a center-mount boring bar or boring bar/insert holder combo with a predefined fixed offset designed to bore one specific size. Although the BIG KAISER system provides a multitude of standard components to create the ideal combination of boring bar and insert holder – you may not always have the ideal combination at your disposal. Don’t fret – that is the beauty of the system. 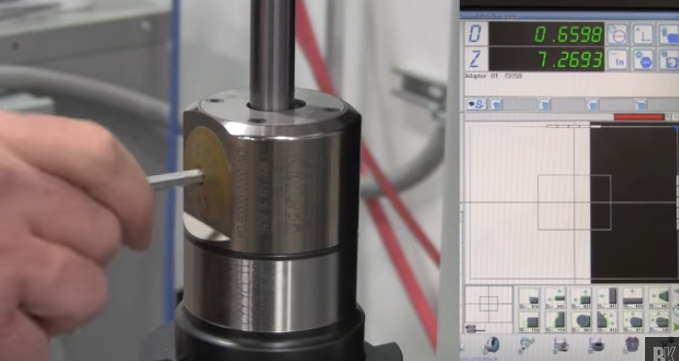 The total boring range of your assembly is reached through radial adjustment of the bar. However, when doing so, there is still always the consideration of balance while assembling the tool. As logic would tell you, the farther away from the boring head’s centerline you offset the boring bar, the greater the unbalance. This affects not only the performance of the tool, but more importantly, the results. And this is especially true for deep hole boring. To get the greatest productivity and flexibility from the BIG KAISER 112 boring system, we recommend replacing the fixed bar & insert holder with a radial adjustment bar & insert holder which keeps the bar at centerline at all times. This allows for different boring ranges to be reached, all while keeping the tool as balanced as possible. In this video, Matt Tegelman, Applications Manager and BIG KAISER Product Manager, walks you through the process of adjusting the fixed boring bars and inserts holders. And if balance is a concern, utilizing the radial adjustable option, Matt demonstrates how to properly center the boring bar on both a tool presetter and in a machine spindle, and finally, how to fine-adjust to the desired diameter. Watch for more of these brief instructional reference videos here on Cut to the Chase blog in the near future.
Tags: balance, boring tool, deep hole boring, How-To, KAISER, Matt Tegelman, tool presetter |
Technical Support BlogAt Next Generation Tool we often run into many of the same technical questions from different customers. This section should answer many of your most common questions.
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference. If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website. AuthorshipOur technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada. Archives
March 2024
Categories
All
|



 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
