|
by Frank Twomey | OSG USA By switching to the AE-TL-N, Ross Industries has reduced about 75 percent of cycle time on the upper chambers and is now on average achieving a 150 percent cycle time reduction on other aluminum parts.  AE-TL-N DLC Coated Carbide End Mill Drives Greater Efficiency in Aluminum Part Processing Founded in 1968, Ross Industries, Inc. is a specialist in food processing and packaging solutions. Some of its key products include meat tenderizers, antimicrobial intervention systems, chilling and freezing equipment, formers and presses, slicers, macerators, tray sealing equipment, and more. All Ross systems are designed to help processors streamline food manufacturing and packaging functions to improve quality, productivity, and food safety while minimizing waste. With more than 50 years of industry expertise, Ross Industries has built an international reputation as one of the world’s finest food processing and packaging system providers. Employing approximately 100 staff, Ross Industries’ manufacturing plant is located in the city of Midland, Virginia, USA, with an estimate production area of 80,000-square-feet.  Founded in 1968, Ross Industries, Inc. is a specialist in food processing and packaging solutions. Employing approximately 100 staff, Ross Industries’ manufacturing plant is located in the city of Midland, Virginia, USA, with an estimate production area of 80,000-square-feet. Recently, Ross Industries was tasked with reducing cycle times on all of its aluminum parts. OSG Territory Sales Manager Frank Twomey has been in touch with Ross Industries through a distributor for about two years ago. In need to optimize productivity, OSG was given with an opportunity to test cut the upper chamber 6061 aluminum alloy part used in Ross Industries’ tray sealers for food packaging. 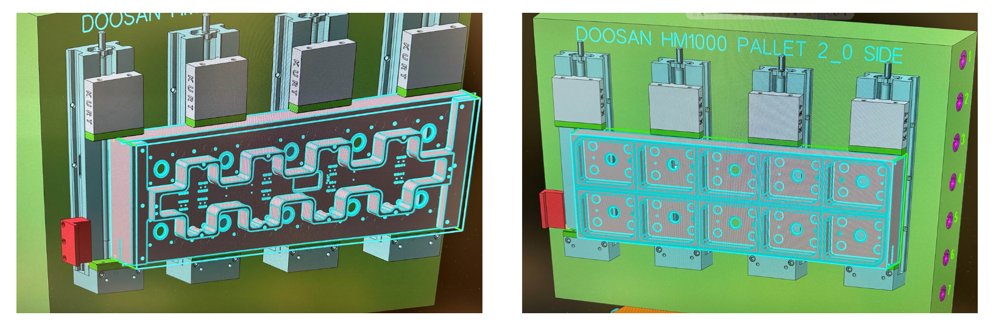 A CAD model of the front & back of the upper chamber, a part used in Ross Industries' tray sealers for food packaging Ross Industries has been producing these aluminum upper chambers for more than 25 years. Approximately 80 chambers are made annually along with thousands of other aluminum parts. The upper chambers are machined using a Doosan HM 1000 horizontal machining center with CAT-50 spindle taper.  The upper chambers are machined using a Doosan HM 1000 horizontal machining center with CAT-50 spindle taper Ross Industries was originally using a competitor 1.5-inch diameter indexable shoulder cutter for the application. The competitor tool was used at a speed of 6,000 rpm (2,358 sfm, 717.8 m/min), a feed rate of 120 ipm (3,048 mm/min), 0.005 ipt (0.127 mm/t), 0.3-inch (7.62 mm) radial depth of cut, 0.375-inch (9.525 mm) axial depth of cut, and at a metal removal rate of 13.5 inch3/min (221.2 cm3/min).  The upper chambers are made of 6061 aluminum alloy Upon a detail evaluation of the application, Twomey recommended OSG’s 3-flute 1-inch diameter AE-TL-N DLC coated square end mill (EDP# 86301809). The AE-TL-N DLC coated carbide end mill is extremely effective for non-ferrous materials such as aluminum alloys that require welding resistance and lubricity. With excellent cutting sharpness, it is able to suppress burrs to achieve superb surface finish. The AE-TL-N features a unique flute form to enable trouble-free chip evacuation and a large core design for high rigidity to prevent chattering. Its center cutting edge configuration enables the tool to be used for plunging. Furthermore, with the addition of OSG’s DLC-SUPER HARD coating, long tool life can be achieved. This end mill series is available in square, sharp corner edge and radius types to accommodate a wide range of applications.  The AE-TL-N DLC coated carbide end mill was tested at a speed of 5,125 rpm (1,343 sfm, 408.7 m/min), a feed rate of 231 ipm (5,867 mm/min), 0.015 ipt (0.382 mm/t), 0.14-inch (3.556 mm) radial depth of cut, 1.62-inch (41.148 mm) axial depth of cut, and at a metal removal rate of 52.39 inch3/min (858.5 cm3/min). Cycle time on the upper chambers went from 34.5 hours to nine hours. By switching to the AE-TL-N, Ross Industries has reduced about 75 percent of cycle time on the upper chambers and is now on average achieving a 150 percent cycle time reduction on other aluminum parts.  Switching to the AE-TL-N DLC coated carbide end mill, cycle time on the upper chambers went from 34.5 hours to nine hours. “This end mill creates chips so fast that our machines chip conveyors couldn’t keep up,” said Ross Industries Machine Shop Manager Greg Williams. “We had to speed up the conveyors.” Taken in consideration of factors such as tool change time, machine cost, labor, etc., it is estimated that an annual cost savings of $183,000 can be gained. In addition to the upper chamber part, Ross Industries has also converted all of its aluminum end mills to OSG’s AE-TL-N series in various sizes.  From left, Ross Industries Machine Shop Manager Greg Williams and OSG USA Territory Sales Manager Frank Twomey pose for a photograph with a completed upper chamber. “With the performance and consistent tool life of the AE-TL-N we are able to run these tools lights out,” said Williams. “In some cases, it is able to achieve as much as four times the metal removal rate versus the competitor tool.”
For more information on OSG’s AE-TL-N DLC coated end mill for non-ferrous materials and Ross Industries
0 Comments
Leave a Reply. |
Technical Support BlogAt Next Generation Tool we often run into many of the same technical questions from different customers. This section should answer many of your most common questions.
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference. If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website. AuthorshipOur technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada. Archives
July 2024
Categories
All
|
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
