|
Cleveland, OH - Jergens Inc. is pleased to announce the official launch of our new and improved tooling and workholding website!
How to Navigate the NEW Jergens Website:Ready to check it out for yourself? Just CLICK HERE!
0 Comments
FOR IMMEDIATE RELEASE  SACRAMENTO, CA. - Next Generation Tooling is excited to announce that effective November 1, 2020, we will be the exclusive agent for California and Nevada for Jergens, Inc. "We've been working with machine shops for a couple decades now to develop more efficient workholding and fixturing methods and we found ourselves in a position of not having a complete product line of workholding solutions that included manual and hydraulic clamping combined with 5 Axis solutions. Jergens checks off all of those boxes" said Chris Savolainen, President of Next Generation Tooling. Jergens Inc's Long History of Workholding on the West Coast.In 1942, Jack Schron, Sr. founded Glenn Tool and Manufacturing, with his father Christy in Cleveland, Ohio. In response to the needs of wartime production, they began to manufacture standard components in the building next door, with the goal of helping American Manufacturers operate quickly and more efficiently.
In 1955 Jergens made their first foray in workholding when the received a patent on the Sine Fixture Key and it become the first of many patented workholding items in Jergens' product line. Jergens has a long history on the West Coast as well. In 1981 Jergens, Inc. acquires California distributor Liberty Industrial Company and developed the first 5 axis vises in the early 2000's in their west coast facility well before anyone else was even thinking about 5 axis machining. In the 90's Jergens developed the Ball Lock® Quick change system and in 2008 acquired Bock Workholding form Joe Cousins, who was part of the original team who created the Chick Workholding vise. In 2011, Jergens, Inc. introduced the Fixture-Pro® Line, which was the first comprehensive, modular system approach to 5-Axis Workholding available. NGT to Represent the Workholding Group of the Tooling Component Division (TCD)In 1987 Jergens created three divisions within the company: Assembly Systems Group (ASG), Jergens Industrial Supply (JIS) and the Tooling Component Division (TCD). The Tooling Component Division (TCD) I comprised of of three groups: The Workholding Solutions Group, the Specialty Fasteners Group and the Lifting Solutions Group.
 Next Generation Tooling's new SoCal Office, Showroom, Warehouse & Training facility is located at 22343 La Palma Avenue, Suite 126, Yorba Linda, CA 92887 Sacramento, CA. - Next Generation Tooling, LLC, a manufacturer's representative agency, founded in 1995 and servicing the California Nevada Arizona, Utah, Colorado and New Mexico CNC manufacturing markets has just opened TWO offices in California. Most of Next Generation Tooling's customers know them as "the Next Gen guys" according to Chris Savolainen, the Founder and President of 'Next Gen Tooling'. What was the rationale of opening not one, but two offices when the entire team has worked out of their own home offices for years? 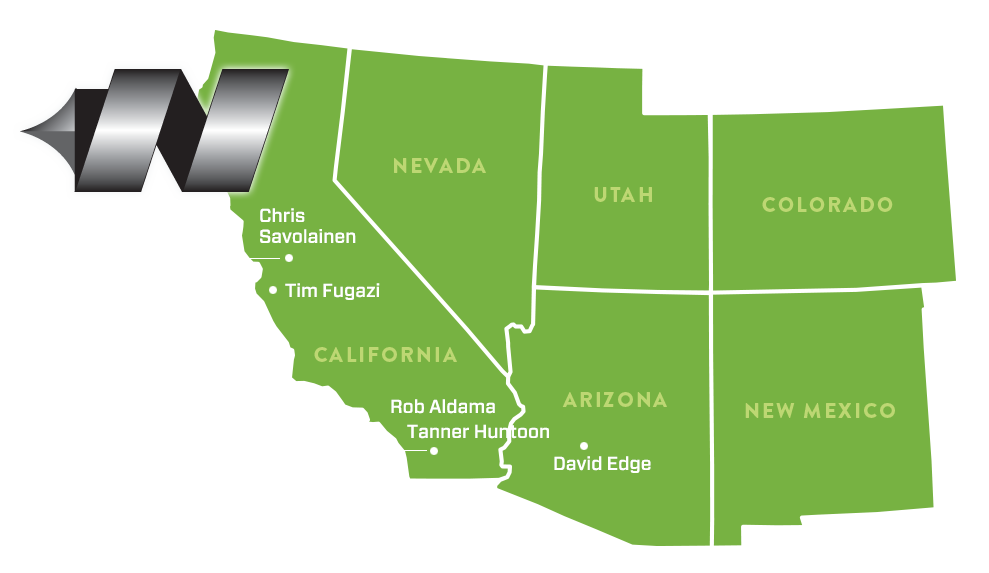 "We've grown our market service area quite a bit since we started out servicing just Northern California. We now include most of the Western States of the US. We've s been adding some of the best technical CNC application people we can find to support the unique mix of principles we represent. The products that we represent are what are considered very high performance tooling and workholding. It's some of the premiere products in our entire industry! We determined that we really needed a place to provide on-site technical training. We also needed to carry some inventory to support the unique needs of the aerospace, medical, electronics and defense industries that we support." Said Savolainen. Rob Aldama, Vice-President of Next Gen Tool picks up the story, "At first we thought that one training and showroom might be good enough, but as we started talk to our distributor, machine dealer and end-user manufacturing customers, we discovered that there was a real need for facilities in both Northern and Southern California. None of our competitors are providing the deep technical service that has helped us gain market share, so we really felt we should just take it to the next level and open two facilities."  Next Generation Tooling's new NorCal Office, Showroom, Warehouse & training facility is located at 8171 Alpine Ave, Suite A, Sacramento, CA 95829 But what about the Pandemic? With the Covid-19 pandemic raging there are not a lot of companies expanding. Most are cutting costs and employees. When asked about this both Chris and Rob stated that their team of people have remained pretty busy throughout this entire period. Chris said "We get asked in to shops to provide technical support pretty often. Putting on the full body PPE suits has been kind of common for us during the past few months." Rob picked it up from there, "I think we may be some of the really select few that have been asked to come into shops because we're not just taking orders, we're reducing cycle time and we're improving efficiency" Chris jumped back in, "And maybe its a little bit self serving, We can have the equipment set-up at both locations instead of trying to bring it into a facility. It's actually a lot easier, faster and safer to bring people to one of our locations rather than try to move things with lots of sweat and heavy breathing in PPE." "Yea, We can bring people to either location and do the training. There are far less interruptions and the I think people learn a lot more, and learn it faster" stated Rob. NGT Warehouse and Training What types of training do they provide at Next Gen's new buildings? They start off with a lot of fundamentals that people running CNC machines may never had any formal training about. That's where their basic Training Classes fit in.
But they also can go much deeper with their Advanced Part Manufacturing training series
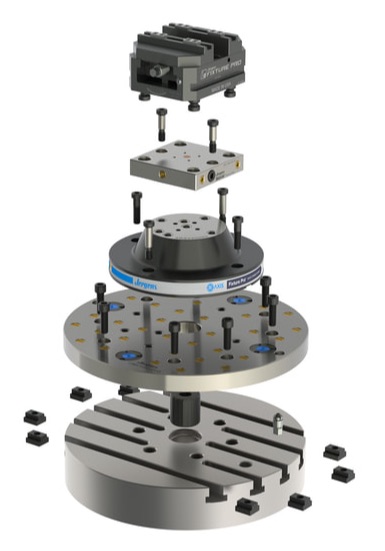
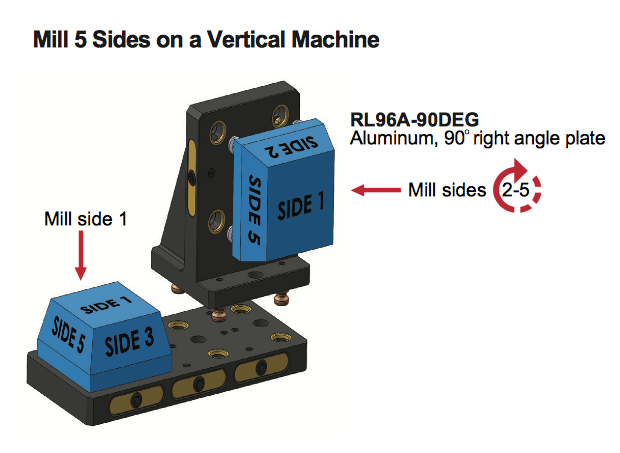
 In case you missed How Its Made, Season 24, episode 9, featured a show on 5TH Axis Metalworking Vises! Check it out over lunch! The RockLock quick change system is here. Featuring Industry standard 96 mm pull stud spacing.
Standardize them all with incredible speed and repeatability.

We got to spend a few days in Chicago to get a great preview of some of the newest products and innovations for the kind of machining we do on the West Coast.
There's some really informative videos on quite number of the products so be sure and give yourself some time to watch them.
5th Axis - Duece Vise
Use as a single or double station fixed jaw vise. Two vises for the price of one.
The small footprint allows for multiple units to be ganged together on vertical or horizontal machines. BIG KAISER - EWD EVO Digital Head EWD EVO digital boring head EWD EVO digital boring head
BIG KAISER is continuing down the path of digital tooling innovation with the introduction of the EWD EVO, a digital boring head designed with a single goal in mind—making the life of an operator as easy as possible.
It will be synched with the new BIG KAISER smartphone and tablet app, which was developed to enhance user friendliness while assembling and running BIG KAISER boring tools. Not only will you be able to read the cutting diameter change, but the app will also help operators determine optimal cutting parameters from their tool assemblies. The app will also log historical adjustments for all tools ever synched with it, a critical piece for shops joining the smart manufacturing movement. Heimatec Offers Machine Brand-Specific Tooling
Heimatec Inc. spotlighted its complete line of live tools and showcased them at IMTS in a series of four new catalogs. Already offering the most complete line of live tools available in the industry, with over 40,000 designs in its database,
MA Ford - CDA Aluminum Coolant Drill
MASA - F20M10 Cartridge
Check out the video! Matt Saccomanno discusses the Microconic Workholding system at IMTS 2016.
Masa Tool has developed the Microconic™ system specifically for holding workpieces from Ø0.15mm to 10mm (Ø0.006" to 0.390") in any machine that has a collet-type chuck.
The Microconic™ system works with either draw-type or push-type standard collet systems that are in any machine.
The Over-grip collet capabilities of Masa Microconic™ System, introduces a whole new world of time saving opportunities awaiting. Our Overgrip Collets open up to 4mm (0.157") diameter larger than the clamping diameter. mPower - Spin Select
Read this section or just watch the video! The SpinSelect Multi-Pocket Selectable Tool Holder was created to increase productivity and consistency by decreasing downtime associated with tool and insert setups and changovers.
Designed for use on most lathes having a turret or tool post, SpinSelect™ offers significantly better throughput on machining tasks such as heavy roughing, harder material removal, and short runs. Machining operators have seen up to an 85% savings on changeover/setup times as SpinSelect creates a nearly continuous runtime with offline insert changes/reloading.
NTK - PD2 Super Micorgrain PCD Inserts
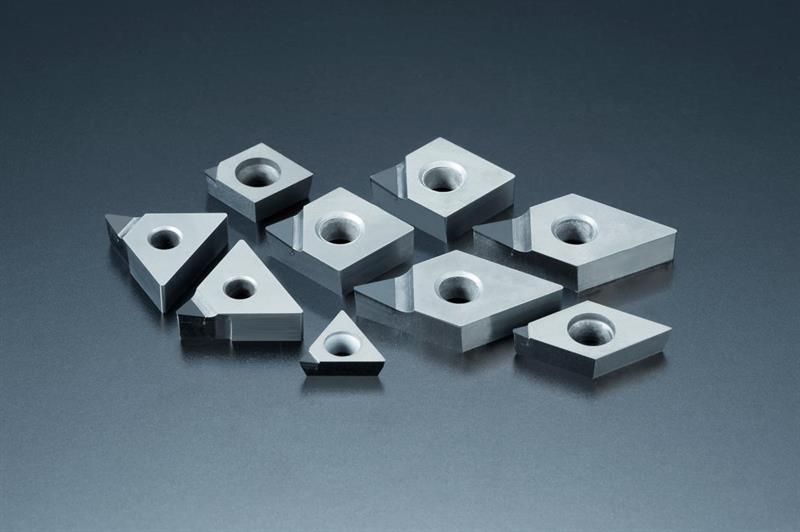
The high speed turning of aluminium alloys and non-ferrous materials has now been taken to a new level with the introduction of the NTK PD2 insert line. With exceptional edge sharpness and adhesion resistance, the new PD2 range of inserts are ideal for extending tool life and productivity on difficult to machine alloys.
Furthermore, the edge toughness and composition give the PD2 tool life and consistency that is unrivalled when conducting interrupted and continuous machining.  NTK PD2 PCD tipped Carbide Insert NTK PD2 PCD tipped Carbide Insert
The new PD2 is available as a positive insert with a CCMT, DCMT and TPMT geometry that provides a PCD cutting edge length of 2.3mm with the option of a 0.2 or 0.4mm corner radius. The various insert geometries and available with an insert thickness from 2.4 to 9.5mm.
Complementing the positive geometry inserts is a complete selection of negative type inserts for the PD2. The CNMX, DNMX and TNMX geometries have a cutting length of 3.4, 4.5 and 3mm respectively and all inserts have a 4.76mm thickness that promotes strength and rigidity. The three insert types are available with a corner radius of 0.4 or 0.8mm to prevent edge breakages and prolong tool life and consistency. Both the positive and negative type single cutting edge inserts are available with a range of toolholder designations to suit all types of turning centre from the smaller sliding head centres through to heavy duty turning machines. OSG - Exopro Aero Series for Composites
A variety of cutting tools exhibited included the new EXOPRO AERO end mill series for composites.
Ever dream of machining composites without delamination and tool life issues? Composites are constructed with layers of material that are prone to delamination. They are also known to be abrasive and could easily wear your tool down. If your tool loses its sharpness, the material gets pushed away instead of cut, producing uncut fibers. OSG’s EXOPRO® AERO-BNC routerovercomes these problems and even provides high feed roughing and a superior finish.
Longer Tool Life
The AERO-BNC also features OSG’s patented diamond coating which has a maximum diamond grain size diameter of 2μm. This ensures our coating is super smooth. Unlike our competition, we manufacture all diamond products in-house using our grinding technique on our special carbide substrate. This patented diamond coating coupled with the AERO-BNC router’s thick core diameter and multiple flutes extends tool life significantly. Improved part finish and sharper cutting edges are also the end results of the diamond coating. Versatility The AERO-BNC is extremely versatile and can be applied in both thick and thin laminates. It is versatile enough to handle trimming, slotting and shoulder milling applications! It also can engage parts by plunging, ramping or helical entry and is available in various end cuts to enable you to find the right tool for your job. Techniks - Hydraulic Holders
Masa Tool has just introduced the F20M10 Cartridge as the latest expansion of the Microconic™ system . The System was developed specifically for holding workpieces from Ø0.15mm to 10mm (Ø0.006" to 0.390") in any machine that has a collet-type chuck.
The new F20M10 Cartridge is compatible with spindles that accept Schaublin F20, Southwick & Meister TF20, KEB (MasWerks) MC20, Hardinge TF20 / 4611 collets to name but a few.
The Microconic™ system and F20M10 Cartridge has unsurpassed concentricity: Our manufacturing tolerance is 3µm(.0001") and we guarantee our cartridges to be within 5µm (0.0002") in production use in your machine. The F20M10 Cartridge fits the following models of Swiss Machines as well as several others.
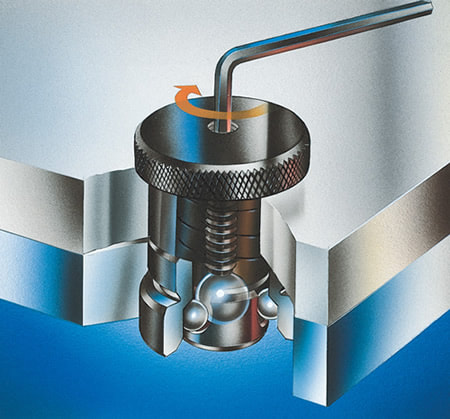
Micrograd™ Face Dial Wrench permits accurate clamping pressure adjustment
|
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
March 2024
Categories
All
|








 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
