|
+1Axis Indexer allows you to easily and economically add another axis to your machining. 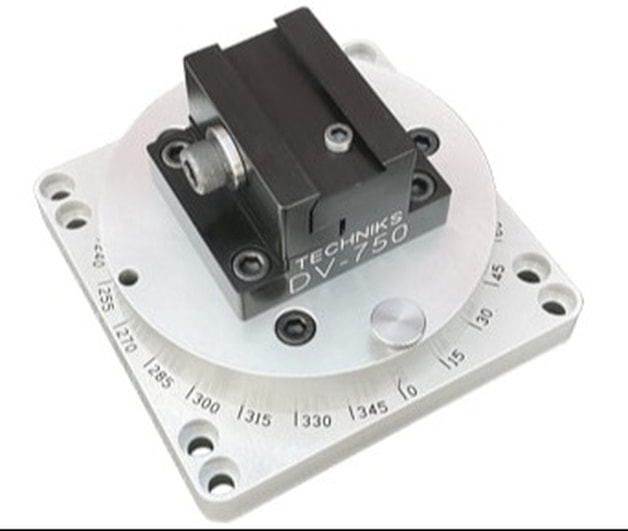 Techniks +1AXIS with Dovetail Vise The +1Axis Indexer is adjustable in 15° increments and is compatible with the Techniks DV-075 Dovetail Vise, the 5th Axis D-22 Dovetail Fixture and the Raptor RWP-024 and RWP-024SS Dovetail Fixtures. You can now perform accurate 3+1 index machining on 3-axis machines for one workpiece or multiple positions across a fixture plate. On a 4-axis machine you can perform 4+1 axis machining in a single part setup or, if mounting multiple +1Axis Indexers on a rotary tooling block, you can perform 4+1 machining on several parts gaining access to 5 sides of the workpiece. Using the +1Axis indexer on a 5-axis machine allows access to workpiece faces that are unreachable on common pyramid riser block setups.
 Techniks +1Axis Indexer Model # A100-15
0 Comments
Cleveland, OH - Jergens Inc. is pleased to announce the official launch of our new and improved tooling and workholding website!
How to Navigate the NEW Jergens Website:Ready to check it out for yourself? Just CLICK HERE!
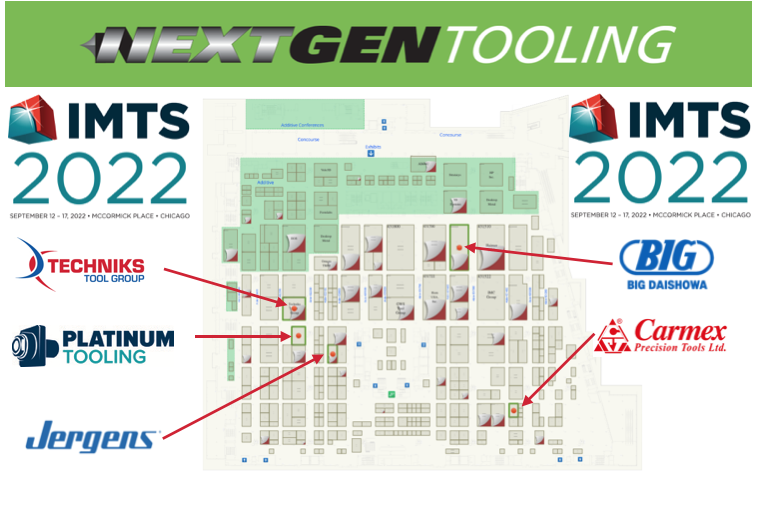 Here's a look at some of the new products and special offers from our manufacturers! You'll want to check them out in-person at the show, on-line during the show or contact us and we can stop in and get into the details at your shop with one of our guys. BIG DAISHOWA High-Performance Tooling SolutionsBIG DAISHOWA designs, manufactures and markets premium high-precision tooling systems and solutions for the automotive, military, aerospace, energy, and micro-technology industries. BIG DAISHOWA is the North American representative of Speroni tool measuring machines, Sphinx high performance drills, mptec measuring stands, Tekusa spindle cleaners and the UNILOCK zero-point workholding system Be sure and check out the two special offers:
Carmex Precision Tools, LLCCarmex Precision Tools specializes in carbide cutting tools for thread turning & thread milling. They will be showcasing a full line of tools for Swiss machines, including turning, back turning, grooving & parting. Jergens, Inc.Jergens Inc is a global manufacturing leader of CNC machining custom workholding products. Today, you'll find their vises, clamps & fixturing systems, tooling components, at work in just about every segment of the metalcutting industry. Check out their innovative engineered solutions like the patented
Platinum ToolingPlatinum Tooling has been hard at work searching to find the highest quality machine tool accessories in the market…and we think they’ve done it! Platinum Tooling will be showcasing the following products at IMTS:
Techniks Tool GroupTechniks Tool Group (TTG), the parent company of Techniks and Parlec, is one of North America’s largest providers of best-in-class tooling solutions for CNC machining centers. Check out the complete list of products they will be demonstrating at IMTS:
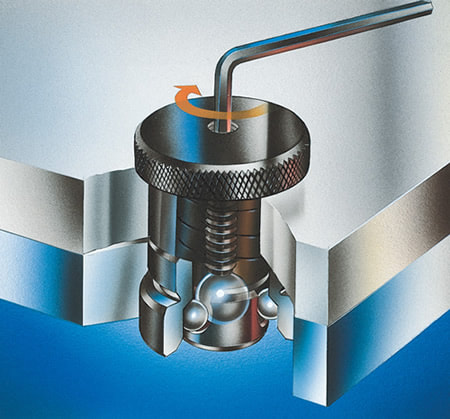
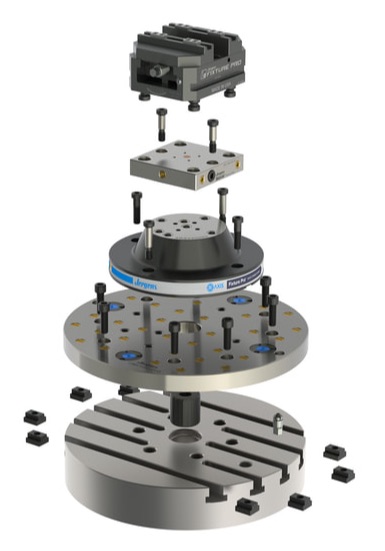
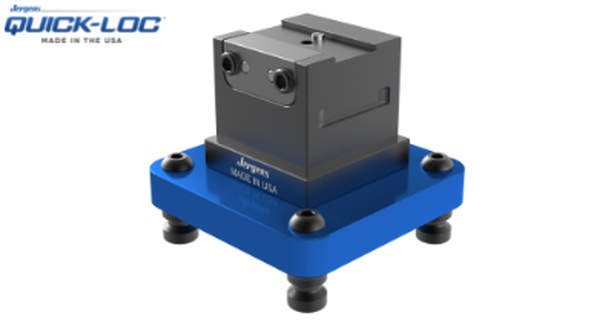 Why dovetail workholding? Dovetail workholding is unique and ideal for holding workpieces that require larger metal removal, and multiple machining passes and operations. The puzzle-piece connectivity provides maximum holding strength with minimum material contact. That means that more of the part is accessible, which is even more advantageous when addressing complex components within limited machining envelopes. All that’s required are a few simple passes with minimal metal removal and your workpiece is ready to grip for a multitude of operations. (Machining) Five Sides on Five-Axis Machining One of the key benefits of dovetail workholding is the unique underneath grip that provides the greatest access to workpieces, making it possible for true five sides machining. Furthermore, dovetails are a versatile solution that can hold a greater variety of parts, in effect reducing the need for custom fixtures and allowing you to standardize on a clamping method and equipment across a wide variety of workpiece types and sizes. 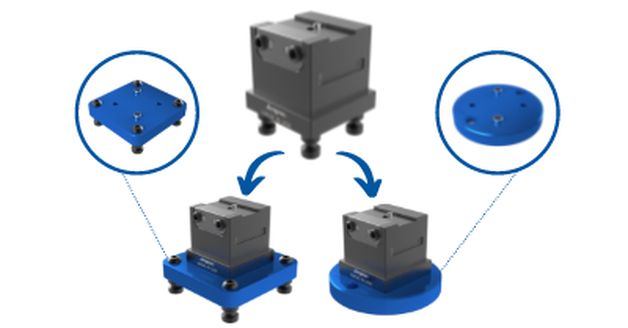 Why Jergens? With Jergens Fixture Pro®, you can take the next step in productivity by adding quick-change to the equation. A new group of modular dovetail vises and adapter bases ensures secure clamping and provides Jergens repeatable quick-change solution so you can spend more time in the cut and less time in part changeover. The combination of this type of high-strength workholding with these new modular vises represents a dramatic decrease in overall setup and cycle times. Here's how the math adds up. Part Security + Increased Accessibility + Quick-Change + Number of Parts = Next Level Productivity. Level one: For every securely fixtured workpiece, more operations can be performed without the need to index or reorientate because so much of the workpiece is unencumbered. Level two: When the workpiece needs to be repositioned or changed to the next one, it is done via one of two high-speed changeover solutions - Quick-Loc™ or QLS. Level three: In the case of QLS, several workpieces are loaded along multi-sided columns taking advantage of available vertical (or horizontal) space, filling the machining envelope with numerous parts, and all of those are quick-change as well. Workpieces stay securely clamped in the dovetail vise and adapter base during the changeover to facilitate immediate reloading and secondary operations as needed. 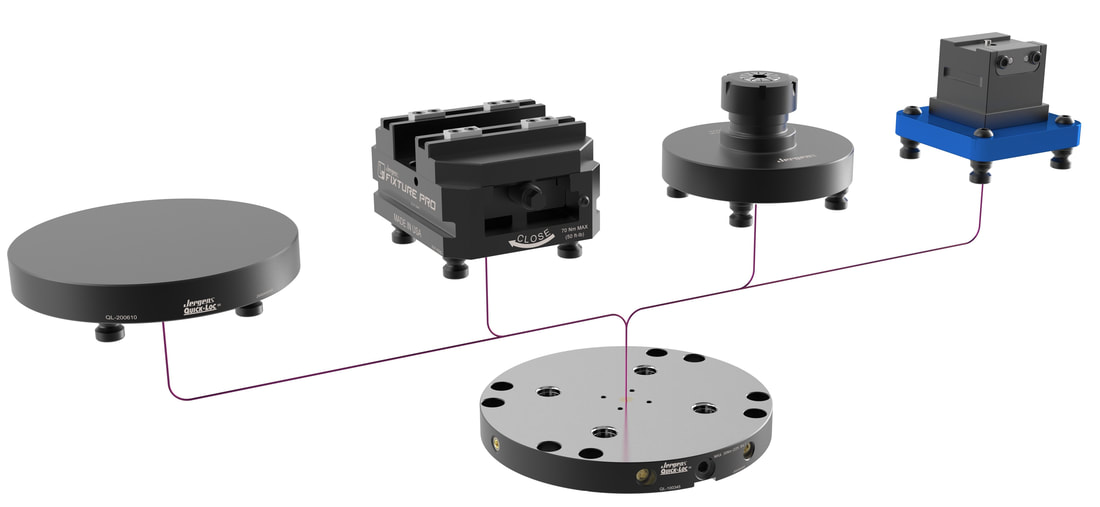 Jergens 52mm Dovetail vise and aluminum base for use with the Quick-Loc™ pallet system, another of several standardized top tooling / vise solutions for reduced setup time. Of the new vises, two are engineered with Jergens Quick-Loc™ pallet system and include industry-standard patterns 52mm and 96mm. With a single drive screw, Quick-Loc™ provides fast and repeatable fixture changes for small tooling platforms. A square aluminum adapter base provides the connection to either of the two patterns. A third vise features Jergens Quick Locating System (QLS) mount, for column-mounting possibilities, and a corresponding round adapter base.
 Easier Positioning And Clamping For Multiple Part Setups
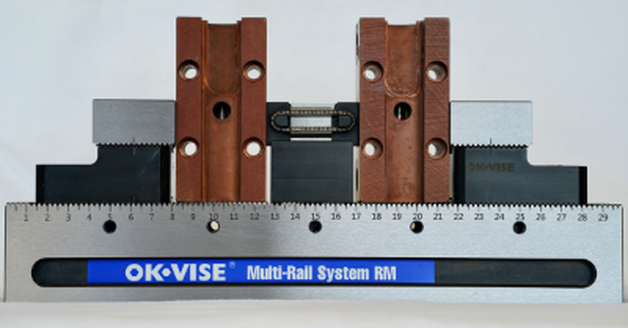
Many machining operations benefit from multiple part setups, right? Maximize machine uptime, capacity and capability. Size, shape and complexity of surfaces to be machined usually dictate what’s possible. So does the total machining envelope that the CNC will allow. Jergens has an answer to how to best position and clamp the highest number of parts while staying clear of tool paths and spindle movements – sound OK? Watch Your Machining Take Off On A Rail The OK-Vise® is Jergens low profile modular clamping system that uses the RM Multi-Rail and clamping modules to hold tight and stay out of the way. General-purpose and totally customizable, Multi-Rail and the other OK-Vise® system components, make it possible, even easy, to configure your workholding exactly to your need in order to optimize machining. We’ve recently added a number of fixture set components for even greater ease of use and capability, including Parallels and Side Guides for positioning, as well as Clamp and Stop Modules to hold workpieces securely during machining. Getting Positioned For Productivity QuicklyT Slot, magnetic and Snap-in Parallels assist in the positioning of a workpiece on the RM rail, avoiding contact with the serrations through a raised datum surface. Mechanical and magnetic Side Guides also assist in positioning the workpiece. They are mounted either to the tapped holes in the side of the rail or via the strong magnet for a wide range adjustment and the ability to move rapidly from one location to another. You can adjust each side guide for a specific product while keeping the guide ready for the next production batch. Clamped In And Held Tight Holding workpieces securely with OK-Vise® is done with Clamp and Stop Modules. In addition to our full line, we have added new B and D Series Clamp Modules that feature a standard clamp combined with a riser plate (B Series), socket head cap screw, and t-nut, as well as a choice of jaw faces – smooth, serrated, mixed and mounting jaw. Stop Modules hold fast against clamping pressure and are also available in several styles including smooth, serrated, knife, V-stops – both vertical and horizontal – and more. In total, this system provides near-endless fixture configurations, consistent holding and machining of challenging workpieces both large and small including multiples clamped simultaneously, and the ability to mount to the Jergens Quick Locating (QLS) Grid System for next-level productivity. For more information on the new OK-Vise® additions, or any of our complete line of workholding solutions, don't hesitate to contact us. FOR IMMEDIATE RELEASE  SACRAMENTO, CA. - Next Generation Tooling is excited to announce that effective November 1, 2020, we will be the exclusive agent for California and Nevada for Jergens, Inc. "We've been working with machine shops for a couple decades now to develop more efficient workholding and fixturing methods and we found ourselves in a position of not having a complete product line of workholding solutions that included manual and hydraulic clamping combined with 5 Axis solutions. Jergens checks off all of those boxes" said Chris Savolainen, President of Next Generation Tooling. Jergens Inc's Long History of Workholding on the West Coast.In 1942, Jack Schron, Sr. founded Glenn Tool and Manufacturing, with his father Christy in Cleveland, Ohio. In response to the needs of wartime production, they began to manufacture standard components in the building next door, with the goal of helping American Manufacturers operate quickly and more efficiently.
In 1955 Jergens made their first foray in workholding when the received a patent on the Sine Fixture Key and it become the first of many patented workholding items in Jergens' product line. Jergens has a long history on the West Coast as well. In 1981 Jergens, Inc. acquires California distributor Liberty Industrial Company and developed the first 5 axis vises in the early 2000's in their west coast facility well before anyone else was even thinking about 5 axis machining. In the 90's Jergens developed the Ball Lock® Quick change system and in 2008 acquired Bock Workholding form Joe Cousins, who was part of the original team who created the Chick Workholding vise. In 2011, Jergens, Inc. introduced the Fixture-Pro® Line, which was the first comprehensive, modular system approach to 5-Axis Workholding available. NGT to Represent the Workholding Group of the Tooling Component Division (TCD)In 1987 Jergens created three divisions within the company: Assembly Systems Group (ASG), Jergens Industrial Supply (JIS) and the Tooling Component Division (TCD). The Tooling Component Division (TCD) I comprised of of three groups: The Workholding Solutions Group, the Specialty Fasteners Group and the Lifting Solutions Group.
 Next Generation Tooling's new SoCal Office, Showroom, Warehouse & Training facility is located at 22343 La Palma Avenue, Suite 126, Yorba Linda, CA 92887 Sacramento, CA. - Next Generation Tooling, LLC, a manufacturer's representative agency, founded in 1995 and servicing the California Nevada Arizona, Utah, Colorado and New Mexico CNC manufacturing markets has just opened TWO offices in California. Most of Next Generation Tooling's customers know them as "the Next Gen guys" according to Chris Savolainen, the Founder and President of 'Next Gen Tooling'. What was the rationale of opening not one, but two offices when the entire team has worked out of their own home offices for years?  "We've grown our market service area quite a bit since we started out servicing just Northern California. We now include most of the Western States of the US. We've s been adding some of the best technical CNC application people we can find to support the unique mix of principles we represent. The products that we represent are what are considered very high performance tooling and workholding. It's some of the premiere products in our entire industry! We determined that we really needed a place to provide on-site technical training. We also needed to carry some inventory to support the unique needs of the aerospace, medical, electronics and defense industries that we support." Said Savolainen. Rob Aldama, Vice-President of Next Gen Tool picks up the story, "At first we thought that one training and showroom might be good enough, but as we started talk to our distributor, machine dealer and end-user manufacturing customers, we discovered that there was a real need for facilities in both Northern and Southern California. None of our competitors are providing the deep technical service that has helped us gain market share, so we really felt we should just take it to the next level and open two facilities."  Next Generation Tooling's new NorCal Office, Showroom, Warehouse & training facility is located at 8171 Alpine Ave, Suite A, Sacramento, CA 95829 But what about the Pandemic? With the Covid-19 pandemic raging there are not a lot of companies expanding. Most are cutting costs and employees. When asked about this both Chris and Rob stated that their team of people have remained pretty busy throughout this entire period. Chris said "We get asked in to shops to provide technical support pretty often. Putting on the full body PPE suits has been kind of common for us during the past few months." Rob picked it up from there, "I think we may be some of the really select few that have been asked to come into shops because we're not just taking orders, we're reducing cycle time and we're improving efficiency" Chris jumped back in, "And maybe its a little bit self serving, We can have the equipment set-up at both locations instead of trying to bring it into a facility. It's actually a lot easier, faster and safer to bring people to one of our locations rather than try to move things with lots of sweat and heavy breathing in PPE." "Yea, We can bring people to either location and do the training. There are far less interruptions and the I think people learn a lot more, and learn it faster" stated Rob. NGT Warehouse and Training What types of training do they provide at Next Gen's new buildings? They start off with a lot of fundamentals that people running CNC machines may never had any formal training about. That's where their basic Training Classes fit in.
But they also can go much deeper with their Advanced Part Manufacturing training series
|
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
July 2024
Categories
All
|

 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
