|
by Sean McIntosh, OSG District Sales Manager OSG’s HY-PRO® CARB VGM end mill boosts productivity and lowers cost per part in aerospace bracket application.  From left, Allied Tool & Die CNC Process and Machining Manager Jamie Lerma, CNC Machinist David Dao and CNC Programmer John Hernandez. Founded in 1951 in Phoenix, Arizona, United States, Allied Tool & Die Co. is a family-owned precision machine and fabrication company that specializes in the manufacturing of quality parts for aerospace, medical, communications and commercial industries throughout the world. Seventy years since its establishment, this privately owned shop has grown with multiple facilities and an estimated 32,000 square feet of manufacturing space in Phoenix, Arizona. 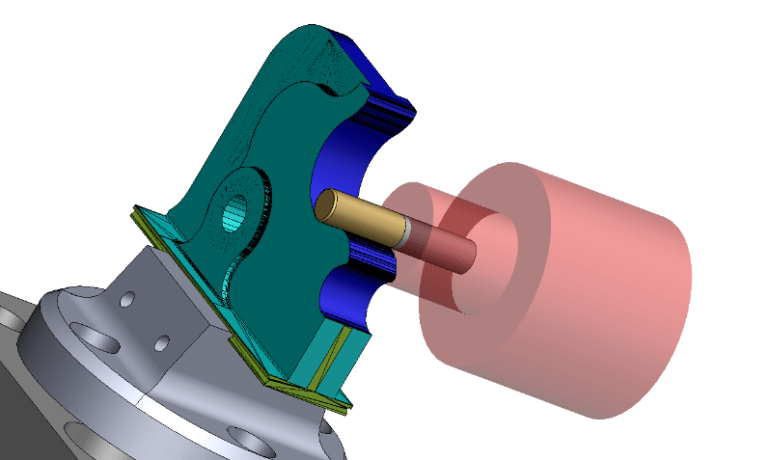 CAD / CAM model of a part made from 13-8 stainless steel One of the challenges Allied Tool & Die faced recently was the machining of aerospace brackets made of Inconel 718. As is with most shops, machining Inconel 718 is time consuming. Moreover, due to the material’s special high strength and heat resistance properties, short tool life is a common obstacle. In search for performance improvement, Allied Tool & Die CNC Process and Machining Manager Jamie Lerma reached out to his local OSG representative for new solutions. Lerma had worked with OSG previously on a 13-8 stainless steel application by utilizing OSG’s HY-PRO® CARB VGM series end mill to achieve high-efficiency milling.  A part made from 13-8 stainless steel that was machined by OSG’s HY-PRO® CARB VGM end mill. OSG’s HY-PRO® CARB VGM is a high performance variable geometry end mill series. Its variable index and unique flute geometry enable the reduction of vibration and chatter, promoting smooth and stable cutting with low cutting forces. With the addition of OSG proprietary multi-layer EXO coating, higher wear and heat resistance is achieved to prolong tool life. OSG’s VGM offering features 5-, 6- and 7-flute lineups, and is available with multiple lengths of cut, with both square end and corner radius variations. This series is suitable for carbon steels, alloy steels, die steels, stainless steels, cast iron, nickel alloy, titanium, and hardened steels up to 45 HRC. For the 13-8 stainless steel application, the VGM end mill dominated the machining result by extending tool life from seven parts to 21 parts per tool. The parts were also completed in half the time and the tool cost is also cheaper than the competitor tool. Lerma was so impressed by the VGM end mill that he decided to apply the tool to the Inconel 718 aerospace bracket application. 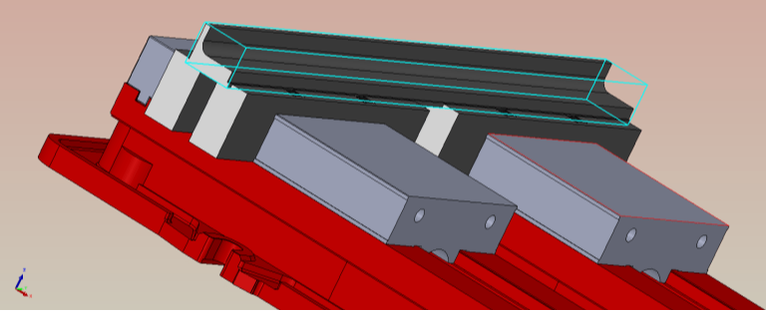 CAD / CAM model of an aerospace bracket made from Inconel 718. Image courtesy of Allied Tool & Die  An aerospace bracket made from Inconel 718 that was machined by OSG’s HY-PRO® CARB VGM end mill. Allied Tool & Die was previously using a high feed indexable milling cutter for the Inconel 718 aerospace bracket application. However, the amount of time and money spent on changing the inserts was less than desired.
The previous competitor tool was used at 150 SFM (45.7 m/min), 0.009 IPT (0.23 mm/t), 0.05 Aa (ap = 1.27 mm) and 0.75 Ar (ae = 19.05 mm). After reprogramming to utilize OSG’s 0.5-inch diameter 5-flute VGM carbide end mill with a 0.030-inch (0.762 mm) corner radius and 1.25-inch (31.75 mm) length of cut (EDP# VGM5-0143), the cutting parameters were changed to 250 SFT (76.2 mm/min, 2,548 min-1), 0.0022 IPT (0.056 mm/t, 713 mm/min), 0.75 Aa and 0.035 Ar. The application went from a 4-hour cycle time to just one hour and 45 minutes. Allied Tool & Die no longer had to keep stopping the machine to rotate or change inserts, which they were doing four times per part previously. By switching to the VGM end mill, the tool was loaded, and the job did not have to be tended to until the part was completed. In terms of efficiency improvement, Allied Tool & Die estimated that the tool change has generated a cost savings of $6,875 USD on the Inconel 718 aerospace bracket parts. Moreover, with a lower tooling price versus the previous milling cutter, the cost of tooling also decreased by almost $100 USD per part. With the VGM end mill, Allied Tool & Die was able to machine Inconel 718 at an astounding 250 surface feet per minute (76.2 m/min) – a speed that is only commonly seen in alloy or stainless steels, not HRSA materials. With the recent successes, Allied Tool & Die’s CNC Programmer John Hernandez decided to apply the VGM end mill into most jobs he programs. Being such a versatile tool, the VGM can be used to machine anything from common carbon steels up to the nickel alloys required by the aerospace industry.
1 Comment
NTK introduces TFX Front Turning Carbide Inserts with up to 0.197" Depth Of Cut in a Single Pass12/11/2019  NTK Cutting Tools’ TFX front turning carbide inserts, designed for Swiss-type CNC applications, machines large depths of cut ranging to 0.197" (5 mm) in a single pass. The inserts incorporate a chip-breaker with a sharp cutting edge to optimize chip control and surface finishes. The inserts are available in DM4 (for titanium, cobalt chrome, heat resistant alloys and stainless steels) and ST4 (for stainless steels like 304 and 17-4PH). TFX front turning carbide inserts (wiper style available) with up to 0.197" depth of cut in a single pass, incorporate a special chip-breaker with sharp cutting edge for chip control and surface finishes. Pairing the inserts with a coolant-through holder can improve chip evacuation, surface finish, part tolerance and tool life, says the company. The company’s corresponding TFT series holders have rigid side screw clamping to ensure stable turning by preventing movement of the insert from Z directional cutting forces.  TFT series holders have rigid side screw clamping for stable turning, preventing insert movement from Z-directional cutting forces. Pair the TFX inserts with a coolant-through holder (TFT...-OH2) to improve chip evacuation, surface finish, part tolerance, and tool life. The -OH2 style holders are compatible with new coolant-through gangs (Citizen L20 & D25 CNC machines). TFX inserts are available in DM4, for titanium, cobalt chrome, heat resistant alloys, stainless steels, and now in ST4, a super- tough PVD-coated carbide grade. The CrAlN coating provides high hardness and resists oxidation, solving issues related to machining materials such as 304SS, 17-4PH, and Nitinol. 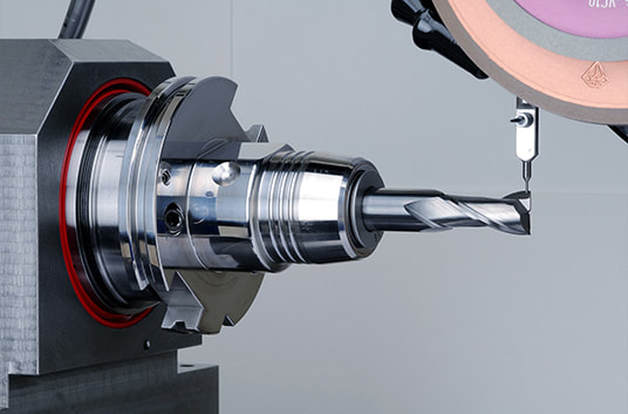 We are very excited to announce that effective October 1, 2017 we will be representing Precision Cutting Tools Inc. in the California and Nevada market areas. Precision Cutting Tools Inc. was founded in 1963 and ever since has specialized in the production of high-quality cutting tools. Today, with over fifty years of experience, PCT is a leading cutting tool manufacturer that distributes its products all across the United States and Mexico. They have based their company’s success on their long-standing commitment to satisfy our customers’ needs, by utilizing the finest raw materials, introducing innovative cutting tools and providing excellent customer service. We look froward to working with them to develop new Carbide, Cobalt & Powdered Metal end mill and drill substrates and geometries that will meet the material cutting needs we find uniquely on the West Coast. We think you are in for a a real treat once we see what we're working on with PCT!!! Farewell & Parting: Next Generation Tooling ends relationship with MA Ford after 22 years.9/29/2017  MA Ford 138 End Mill for Aluminum developed by NGT 1998 After 22 years, Next Generation Tooling has ended our relationship as an independent sales agent for MA Ford in the Northern California and Northern Nevada territories. Our last effective day will be September 30, 2017.
We truly appreciate and greatly value our long, successful relationship fostered by both MA Ford and NextGen since the inception of our company. We realize, with no reservation, that the wonderful people at MA Ford were a huge part of our success by working with us to develop technical solutions and will always value our memories and our personal friendships. At the outset of our relationship in the late 1990's, we worked hand-in-hand with MA Ford to introduce their products to the unique applications and high speed machining that takes place in our markets. In conjunction with the MA Ford engineering team we developed the 138 series end mills for use in aluminum and non-ferrous milling. As a result, many other end mill manufacturer's followed in the footsteps of that tool and began developing material specific tooling. Because of the unique needs of our market, we suggested the expansion of LOC and OAL from what was commonly offered in "Stub, Standard, Long & Extra Long" lengths. The 138 series end mills where the first nationally recognized brand to offer 7 different lengths of cuts as stock standard. We are very grateful to everyone at the MA Ford team who has worked with us hand-in-hand for so many years, and wish only the best for MA Ford in the future.  NTK's Solid ceramic end mills made with the highly durable SX9 SiAlON grade featuring a balance of toughness and wear resistance making it suitable for even the most demanding applications. NTK's industry leading line of ceramic cutting tools is expanding with new solid ceramic end mills. It's time to upgrade from carbide to this unique "SX9" SiAlON end mill which increases productivity more than 10 times over traditional end mills when machining Heat Resistant Super Alloy (HRSA) materials. NTK's durable SX9 grade can run at speeds of 2000 SFM. The line-up includes 4 and 6 flutes in inch and metric versions. 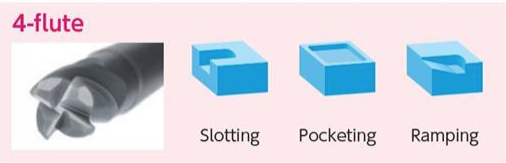 The NEW SX9 SiALON Ceramic end mills are available in both a 4 flute and 6 flute configuration and can be used for slotting, pocketing, ramping, face milling, side milling and profile milliing. 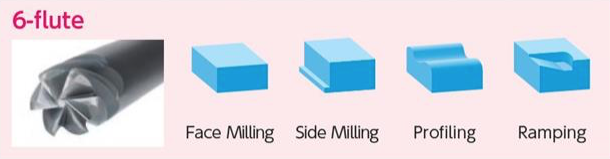 Contact a Next Generation Tooling Regional Manger for more information or for an on-site demonstration. For more infomation abotu machinginig parameters please see:
General Guidelines for Successful Milling with NTK Ceramics |
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
July 2024
Categories
All
|
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
