 Next Generation Tooling's new SoCal Office, Showroom, Warehouse & Training facility is located at 22343 La Palma Avenue, Suite 126, Yorba Linda, CA 92887 Sacramento, CA. - Next Generation Tooling, LLC, a manufacturer's representative agency, founded in 1995 and servicing the California Nevada Arizona, Utah, Colorado and New Mexico CNC manufacturing markets has just opened TWO offices in California. Most of Next Generation Tooling's customers know them as "the Next Gen guys" according to Chris Savolainen, the Founder and President of 'Next Gen Tooling'. What was the rationale of opening not one, but two offices when the entire team has worked out of their own home offices for years?  "We've grown our market service area quite a bit since we started out servicing just Northern California. We now include most of the Western States of the US. We've s been adding some of the best technical CNC application people we can find to support the unique mix of principles we represent. The products that we represent are what are considered very high performance tooling and workholding. It's some of the premiere products in our entire industry! We determined that we really needed a place to provide on-site technical training. We also needed to carry some inventory to support the unique needs of the aerospace, medical, electronics and defense industries that we support." Said Savolainen. Rob Aldama, Vice-President of Next Gen Tool picks up the story, "At first we thought that one training and showroom might be good enough, but as we started talk to our distributor, machine dealer and end-user manufacturing customers, we discovered that there was a real need for facilities in both Northern and Southern California. None of our competitors are providing the deep technical service that has helped us gain market share, so we really felt we should just take it to the next level and open two facilities."  Next Generation Tooling's new NorCal Office, Showroom, Warehouse & training facility is located at 8171 Alpine Ave, Suite A, Sacramento, CA 95829 But what about the Pandemic? With the Covid-19 pandemic raging there are not a lot of companies expanding. Most are cutting costs and employees. When asked about this both Chris and Rob stated that their team of people have remained pretty busy throughout this entire period. Chris said "We get asked in to shops to provide technical support pretty often. Putting on the full body PPE suits has been kind of common for us during the past few months." Rob picked it up from there, "I think we may be some of the really select few that have been asked to come into shops because we're not just taking orders, we're reducing cycle time and we're improving efficiency" Chris jumped back in, "And maybe its a little bit self serving, We can have the equipment set-up at both locations instead of trying to bring it into a facility. It's actually a lot easier, faster and safer to bring people to one of our locations rather than try to move things with lots of sweat and heavy breathing in PPE." "Yea, We can bring people to either location and do the training. There are far less interruptions and the I think people learn a lot more, and learn it faster" stated Rob. NGT Warehouse and Training What types of training do they provide at Next Gen's new buildings? They start off with a lot of fundamentals that people running CNC machines may never had any formal training about. That's where their basic Training Classes fit in.
But they also can go much deeper with their Advanced Part Manufacturing training series
3 Comments
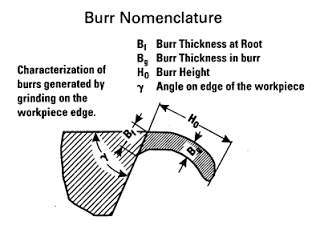
  We where very excited to meet and greet many of our customers at the 2017 Western Tool & Supply Open House. It was held at their San Jose, CA. on September 21- 22, 2017. We featured quite a few featured products from our principals during the two day event. It was great discussing lots of technical applications that machinists brought to us! What kind of burr can the sPINner remove? We are often asked, “What kind of burr will the sPINner remove?” The standard answer is “a light burr”. This answer leaves a lot of room for interpretation. What is a light burr to some will be a heavy burr to others. The rule of “Thumb”: In order to form an initial evaluation if the sPINner will work on a particular part try the rule of “thumb”. As a general rule, if you can take a fingernail and remove the burr, the part has a good chance of testing well in the sPINner. Burrs heavier than this may tend to roll and flatten, but not be removed during the process. A quick lesson on burrs:
Light Burrs
A lighter burr can be loosely defined as a burr with a thin thickness at root (B1). As the amount of material holding the burr to the parent metal increases, a more aggressive deburring action is required to remove the burr. Using this definition it is possible to have burrs that are tall, yet are “lighter” by our definition because the thickness at the root is small. Burrs of this type are good candidates for the sPINner. Short Heavy Burrs An example of short, yet heavy burrs are the ridges created from drilling. When a drill breaks through a part a ridge is pushed up around the hole on the side where the drill breaks through. While this ridge can be short in burr height (H0), the thickness at burr root is wide. Often this material is more a part of the parent metal than the burr. These burrs will not be good candidates for the sPINner as a very aggressive and abrasive action that has a high stock removal rate is required to remove these burrs. Brittle Materials Another factor to weigh in this process is the material itself. More brittle materials will tend to have the burr break away from the part (parent metal) making the sPINner a good option. Softer Materials Softer or more malleable material will tend to have the burr roll and flatten. Softer materials need to have a thinner thickness at root to be good candidates for the sPINner.
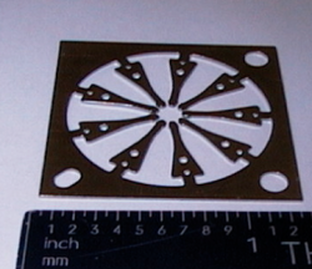
During our testing of these parts, the entire production run of these parts was place a container and run through the sPINner for 2 minutes.
The sPINner does not damage even the most delicate parts, so no parts were lost due to bending. Also, the cycle time of 2 minutes for the entire lot was drastically less that the many days it took with manual methods. Lastly, all the parts were fully deburred as the sPINner does not miss areas. All areas of the part are affected equally. This customer has purchased two sPINners to meet a growing production demand. Visit Earth Chain for more details. The famous actress Judy Garland is said to have adlibbed about fellow child-star Micky Rooney: "It's the little things that matter". For central Indiana based Greenwood Machine, little burrs in a 1mm slot, mattered a lot.
With 25 years in the business, Greenwood Machine's owner Fred McWilliams has loads of experience producing small, complex parts. His business began machining small, precision parts (primarily RF connectors) for the electronics industry, and has grown to include a variety of quick-setup, short run jobs, and also some high-end bicycle components. When the opportunity to manufacturer the air pump came up, Fred decided to move quickly and increase capacity by purchasing a bar-fed, Citizen/Cincom M32 CNC swiss-type turning machine to expedite production of the air pump. This configuration allowed them to perform 3 operations at once, giving them a big advantage in cycle time. Their customer asked that they produce prototypes within 3 weeks of the CNC machine hitting their floor. During the few weeks they had to set-up the machine and begin running prototypes, the deburring problem was discovered by Manufacturing Engineering Manager Joe Bowman. Joe's background includes experience with ISO 9001 certification and 8 years in CNC machining. He manages all the manufacturing processes even down to the CNC programs and setups.
The parts and pins are placed in a deburring container and media solution is added. Next, the container is put into the machine and the cycle time and rotation speed is set. While it runs the pins are activated by a rotating magnetic plate underneath the deburring container. This causes the pins to rapidly reverse polarity, and jump up and down from 1 to 3 inches while rotating in the deburring container along with the parts. The parts and pins "spin" together to perform the deburring. The sPINner can even deburr internal cavities like slots and cross-drilled holes other media cannot reach.
Michael Harris, Vice President at Earth Chain said: “The sPINner works best on small, precision parts made from non-ferrous metals including aluminum, brass, copper, stainless steel, and even titanium.” The aggressiveness of the deburring is controlled by programming the speed of the magnetic plate and selecting from a variety of media sizes. The machine is easily programmed and can run unattended. |
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
July 2024
Categories
All
|


 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
