|
Masa Tool has just introduced the F20M10 Cartridge as the latest expansion of the Microconic™ system . The System was developed specifically for holding workpieces from Ø0.15mm to 10mm (Ø0.006" to 0.390") in any machine that has a collet-type chuck.
The new F20M10 Cartridge is compatible with spindles that accept Schaublin F20, Southwick & Meister TF20, KEB (MasWerks) MC20, Hardinge TF20 / 4611 collets to name but a few.
The Microconic™ system and F20M10 Cartridge has unsurpassed concentricity: Our manufacturing tolerance is 3µm(.0001") and we guarantee our cartridges to be within 5µm (0.0002") in production use in your machine. The F20M10 Cartridge fits the following models of Swiss Machines as well as several others.
Micrograd™ Face Dial Wrench permits accurate clamping pressure adjustment
0 Comments
More and more, we are asked this fairly simple question from shops who want to purchase BIG-PLUS® dual contact tooling from sources other than us. One would certainly think that this must be the situation, given that more than 100 of the world’s top selling machine tool builders have adopted the BIG-PLUS spindle system as their own standard. The truthful answer to anyone who asks is that this system has not been standardized by any governing body such as ISO, DIN, JIS, or ASME. 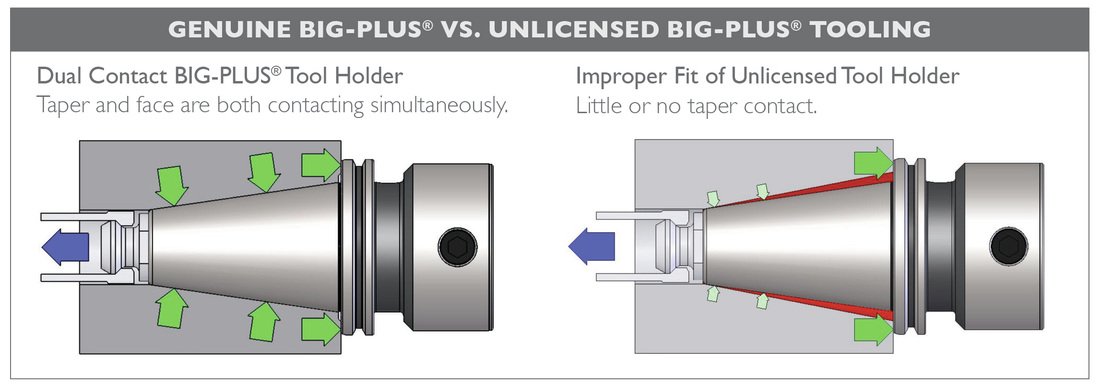 This comparison of licensed BIG-PLUS vs. unlicensed BIG-PLUS tooling shows how little or no taper contact in the unlicensed tool holder can allow “float” in the spindle taper with no positive radial location, causing large cutter runout and immediate fretting corrosion on that spindle face that can severely damage the spindle. BIG Daishowa, the original developer of this system and a major reason that it has been so widely accepted throughout the world, still holds all of the proprietary information and, more importantly, the grand master gages that are used for reproducing spindles and tooling. Access to this information and gaging is well protected by BIG and is only provided to those companies who acquire a license agreement, mostly to protect the integrity of the system, which uses very close tolerances in order to function at its designed performance level. The popularity of BIG-PLUS has surged over the past ten years as many shops have tried the system and have witnessed for themselves the huge benefits in higher performance and accuracy over standardized taper contact tooling systems, such as CAT or BT. Other dual contact systems, such as HSK, have also seen a rise in popularity for similar reasons, but perhaps not with all of the same benefits of BIG-PLUS. Unfortunately, all of this increased popularity and demand has been accompanied by a surge in unlicensed copies to the market that offer all kinds of promises and prices never seen before. BUYER BEWARE I cannot fault a shop for purchasing cheap dual contact tooling after being told by their supplier that it will work just as good as the originals for half the price. After all, human nature wants to find the best offer at the best price – that sort of deal is capitalism at its best. As consumers, we are all confronted with choices every day about buying similar products that do similar functions from a wide range of suppliers and costs. For me personally, I usually decide to buy cheap only when I know the product will be used one time and then thrown away. On all other purchases, I’m in it for the long haul and willing to pay higher prices. At the end of the day, I want to be confident I made the right choice for the long term, and I’m willing to pay more for my peace of mind.  Master gages for tooling are quite common. Generally all of them are traceable to a known master to compare the accuracy for rate of taper for production of tool holders, such as CAT or BT. ISO dual contact systems such as HSK rely on the use of a grand master gage that all other master gages are produced to, thereby guaranteeing that all HSK tool holders are the same everywhere in the world. Our company decided to find out how the world’s leading suppliers of HSK tool holders compared to the tolerances of the ISO standard. After acquiring more than 30 HSK-A63 taper tools from our competitors from all over the world and making a detailed quality inspection of the taper itself, we found that 50 percent of the samples were not in tolerance.
What are the consequences to a poorly researched choice in BIG-PLUS tooling? Unless all of the tools are marked “BIG-PLUS® Spindle System-License BIG DAISHOWA SEIKI,” the use of tooling not made by BIG Daishowa or its licensees may result in unsatisfactory performance and/or damage to very expensive spindles. Conditions producing such unsatisfactory performance include:
 Jack Burley
Jack Burley is the vice president of sales and engineering at BIG KAISER Precision Tooling Inc., 2600 Huntington Boulevard, Hoffman Estates, IL 60192, 847-228-4011, Fax: 847-228-0881, [email protected], www.bigkaiser.com.
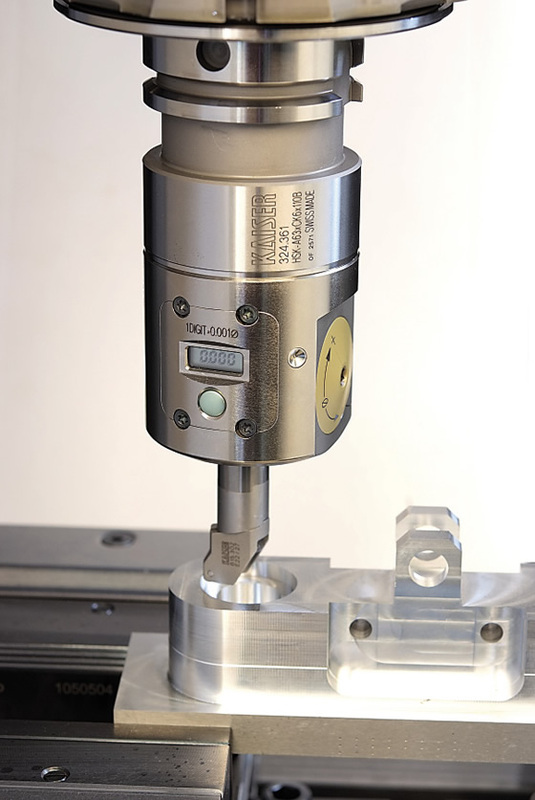
 This article originally appeared in the May 2013 / Volume 65 / Issue 5 of Cutting Tool Engineering titled "Evolving toward digital" By Matt Tegelman, BIG Kaiser Precision Tooling Inc. Boring tools with a digital readout aren’t the standard in U.S. shops, but their use is growing.Think about the number of digital equipment interfaces and interactions an operator has when machining. Machine operators use keypads and computers to run tooling programs and measure parts with digital gages and coordinate measuring machines. By definition, CAD/CAM work is accomplished digitally. Machine tool controls have digital displays. On most tool presetters—even simple ones without a vision system—the readout is digital. Bore gages are digital, whether it’s an air gage or a three-point-contact gage. There are still a few old-timers who trot out ID micrometers once in awhile, but most measurement devices are digital for speed and accuracy.
Still Kicking Analog readout technology isn’t dead because it’s still highly effective for the majority of low- to medium-level tolerance operations. Few shops have yet to make the switch to digital boring across the board, and it will be a long time before more do so on a regular basis. Digital boring heads cost 60 to 80 percent more than their analog counterparts. That said, as old boring heads need replacement and more operators become accustomed to the advantages of digital boring adjustments, there eventually will be a turning point in some operations where it makes sense to go all digital. This change won’t happen just because it’s the direction of the industry.
Don’t Sacrifice PerformanceIf a shop is considering moving from analog to digital boring tools, the best conversions are those that can be accomplished without having to replace any accessories—simple one-for-one boring head trade-offs. Still, ask questions to ensure this is the case with your shop. Users can defeat the purpose of digital ease of use if the head isn’t a 1:1 replacement and additional programming or tinkering is necessary when converting to digital. For instance, Kaiser’s 112 EWD, 310 EWD and 318 EWD digital boring heads are otherwise identical to their analog predecessors. They have the same boring ranges, cutting parameters and through-coolant capabilities, so an operator can swap an analog for a digital model with little or no reprogramming. All three series use the same accessories, such as boring bars and insert holders, as their nondigital counterparts.
Despite the obvious advantages of digital, the technology isn’t yet for everyone. But as manufacturing and technology continue to become more and more entrenched in the digital realm, there will be a tipping point after which digital boring is the norm. Some shops will just be ahead of the curve. CTE
About the Author: Matt Tegelman is the Kaiser product manager for BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill. For more information about the company’s boring tools and other products, call (888) TOOL-PRO or visit www.bigkaiser.com. Digital boring heads from Big Kaiser were designed to be a simple 1:1 match to their analog predecessors - same boring ranges, cutting parameters, and through-tool coolant capabilities - so an operator can swap an analog for a digital model with little or no reprogramming. Just like your cell phone or computer, it won't be long until you wonder how you ever lived without a digital interface. Make the leap to digital technology. WHY DIGITAL?
BIG Kaiser brings flexible workholding to 5-axis machine tables by surrounding Unilock zero-point quick-change receivers with a grid pattern. The benefits of 5-axis machines are greatest when workholding is based on the size and shape of the workpiece instead of the limitations of the table interface. By providing multiple workholding opportunities, Unilock users quickly integrate most workholding products and keep their machine spindles up and running.
Providing BIG Kaiser with a drawing of your machine table (or the make and model number) is all it takes to get started. Clients can also request production drawings or use third party suppliers. BIG Kaiser offers several flexible machine table interfaces, some of which can be delivered as turnkey solutions. We can pull workpieces down onto the table to maximize the available envelope, or elevate workpieces for complete 5-sided access.
All too often, shops invest hundreds of thousands of dollars in a new machining center to increase production, when they could accomplish the same thing with existing machinery at a fraction of the cost. Many machines cut metal less than 50% of the time during working hours— even less in a flexible manufacturing environment where part runs are generally short. For the rest of the time, these machines sit idle while their operators are setting up tools in the spindle. Instead of purchasing an additional CNC machining center, a shop can invest in equipment that allows it to set up tools outside the machine, so the spindle can make chips while the next tool is being adjusted and prepared.
Presetters measure the cutting edges of your tools to assure they precisely match job specifications and are ready to be used in the machine. Adjustments that could take up to 15 minutes when made on your machine can be made offline in less than a minute on a presetter, while your machine continues cutting. The result - better parts, longer tool life, and less spindle downtime.
|
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
July 2024
Categories
All
|













 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
