 Next Generation Tooling's new SoCal Office, Showroom, Warehouse & Training facility is located at 22343 La Palma Avenue, Suite 126, Yorba Linda, CA 92887 Sacramento, CA. - Next Generation Tooling, LLC, a manufacturer's representative agency, founded in 1995 and servicing the California Nevada Arizona, Utah, Colorado and New Mexico CNC manufacturing markets has just opened TWO offices in California. Most of Next Generation Tooling's customers know them as "the Next Gen guys" according to Chris Savolainen, the Founder and President of 'Next Gen Tooling'. What was the rationale of opening not one, but two offices when the entire team has worked out of their own home offices for years?  "We've grown our market service area quite a bit since we started out servicing just Northern California. We now include most of the Western States of the US. We've s been adding some of the best technical CNC application people we can find to support the unique mix of principles we represent. The products that we represent are what are considered very high performance tooling and workholding. It's some of the premiere products in our entire industry! We determined that we really needed a place to provide on-site technical training. We also needed to carry some inventory to support the unique needs of the aerospace, medical, electronics and defense industries that we support." Said Savolainen. Rob Aldama, Vice-President of Next Gen Tool picks up the story, "At first we thought that one training and showroom might be good enough, but as we started talk to our distributor, machine dealer and end-user manufacturing customers, we discovered that there was a real need for facilities in both Northern and Southern California. None of our competitors are providing the deep technical service that has helped us gain market share, so we really felt we should just take it to the next level and open two facilities."  Next Generation Tooling's new NorCal Office, Showroom, Warehouse & training facility is located at 8171 Alpine Ave, Suite A, Sacramento, CA 95829 But what about the Pandemic? With the Covid-19 pandemic raging there are not a lot of companies expanding. Most are cutting costs and employees. When asked about this both Chris and Rob stated that their team of people have remained pretty busy throughout this entire period. Chris said "We get asked in to shops to provide technical support pretty often. Putting on the full body PPE suits has been kind of common for us during the past few months." Rob picked it up from there, "I think we may be some of the really select few that have been asked to come into shops because we're not just taking orders, we're reducing cycle time and we're improving efficiency" Chris jumped back in, "And maybe its a little bit self serving, We can have the equipment set-up at both locations instead of trying to bring it into a facility. It's actually a lot easier, faster and safer to bring people to one of our locations rather than try to move things with lots of sweat and heavy breathing in PPE." "Yea, We can bring people to either location and do the training. There are far less interruptions and the I think people learn a lot more, and learn it faster" stated Rob. NGT Warehouse and Training What types of training do they provide at Next Gen's new buildings? They start off with a lot of fundamentals that people running CNC machines may never had any formal training about. That's where their basic Training Classes fit in.
But they also can go much deeper with their Advanced Part Manufacturing training series
3 Comments
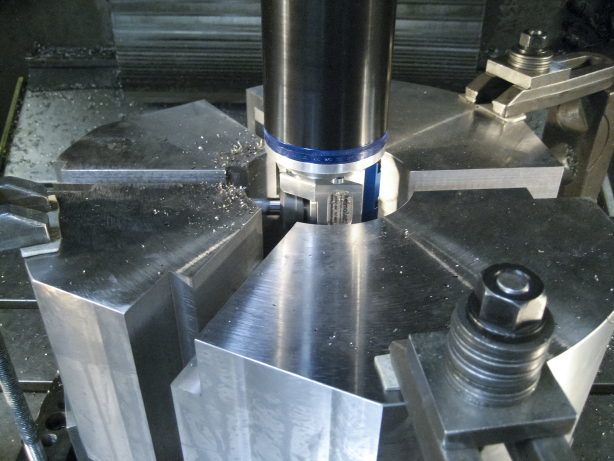
PMC-Colinet has a long history in the pipe and tube market, having started in 1912 and introduced the world’s first carbide-tooled pipe threading machine in 1958. Today, the company is established as a primary supplier of machines to the OCTG sector. Its customers include integrated steel mills that sell finished pipe and couplings to the oil and gas industries, specifically using the company’s machines for threading products for downhole drilling applications. PMC-Colinet also supplies cutting tools, consumable tooling, aftermarket parts and field service to the industry. Recently, PMC-Colinet did an assessment on one very challenging job, namely, cutting keyways into large sections on a high-precision cutting tool head made of Nitralloy. For many years, the production had involved the use of a shaper to produce the keyway in the bore of the die head. Typically, the bore ranged from 6” to 13” in diameter and more than 12’ in length. These keyways have extremely tight tolerances, with location at +/- 0.0005”, width at +/- 0.001” and depth to +/- 0.0025”. One style of cut is a 3-step keyway that does not run all the way through the bore, stopping at a window that is milled from the outside diameter. This situation prevented the PMC machining department from using a ram EDM to produce the keyway. The only options previously used were to rough the keyway on an old shaping machine, then send it out for ram EDM. This process required 50 hours on the shaper, plus approximately a week for the ram EDM. Another option was to do the job entirely on the shaping machine. Roughing the keyway had to be much more precise and usually required about 61 hours. Plus, an additional 145 hours were required to finish the part, normally. These times included 10-12 hours for set-up.
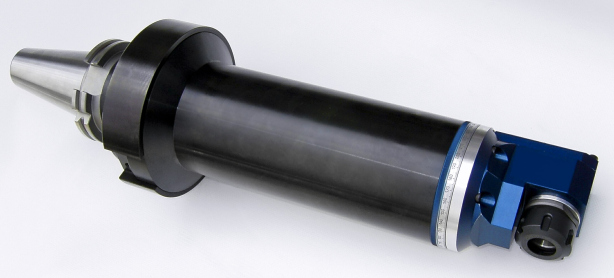
One competitor brought a standard 40 taper tool, while Heimatec presented a larger, heavier 50 taper unit.
A week later, Preben Hansen, Heimatec’s president, supplied a drawing for the proposed custom product. PMC engineering reviewed both the standard and custom designs and awarded the project to Heimatec. The angle head supplied was designed to perform a wide variety of cutting tasks on the various end products produced by PMC. On the keyway in a bore 6” in diameter and 12” in length, using the Heimatec 90º head, PMC spent 6 hours in setup, 3 for roughing and 3 for finishing, plus 12 to 16 hours of actual cutting time. This represented a total savings of 184 hours on a single part. Though the head appeared too slender to remain rigid during the entire cutting cycle, according to PMC sources, the performance was deemed very successful. Heimatec’s head design for this custom radial drilling and milling head features an adjustable tool stop, 3 support pins for stabilizing the tool, CAT 50 taper style, 360º indexable pivot on the angle head and inclined tooth gear design for maximum rigidity. During the project, Preben Hansen from Heimatec supervised the installation. After the stop block attachment and grinding of the supports pins for the head were accomplished in just one day, the head was mounted and several experimental cuts were performed. Hansen spent time with Rick Kokish as well as CNC programmer Barry Spence at PMC, discussing various options for programming the head on the Monarch VMC. The very next morning, the setup was performed and an actual keyway was roughed. Results ongoing have continued to satisfy all requirements, according to PMC sources. For further information on the application discussed in this story, please contact us! |
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
July 2024
Categories
All
|

 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
