
We got to spend a few days in Chicago to get a great preview of some of the newest products and innovations for the kind of machining we do on the West Coast.
There's some really informative videos on quite number of the products so be sure and give yourself some time to watch them.
5th Axis - Duece Vise
Use as a single or double station fixed jaw vise. Two vises for the price of one.
The small footprint allows for multiple units to be ganged together on vertical or horizontal machines. BIG KAISER - EWD EVO Digital Head EWD EVO digital boring head EWD EVO digital boring head
BIG KAISER is continuing down the path of digital tooling innovation with the introduction of the EWD EVO, a digital boring head designed with a single goal in mind—making the life of an operator as easy as possible.
It will be synched with the new BIG KAISER smartphone and tablet app, which was developed to enhance user friendliness while assembling and running BIG KAISER boring tools. Not only will you be able to read the cutting diameter change, but the app will also help operators determine optimal cutting parameters from their tool assemblies. The app will also log historical adjustments for all tools ever synched with it, a critical piece for shops joining the smart manufacturing movement. Heimatec Offers Machine Brand-Specific Tooling
Heimatec Inc. spotlighted its complete line of live tools and showcased them at IMTS in a series of four new catalogs. Already offering the most complete line of live tools available in the industry, with over 40,000 designs in its database,
MA Ford - CDA Aluminum Coolant Drill
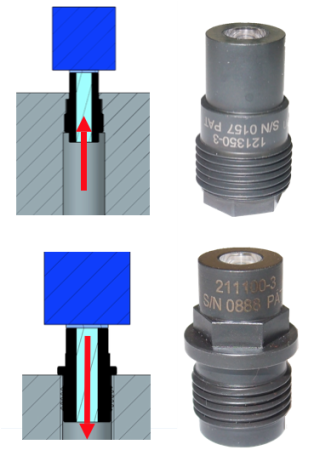
MASA - F20M10 Cartridge
Check out the video! Matt Saccomanno discusses the Microconic Workholding system at IMTS 2016.
Masa Tool has developed the Microconic™ system specifically for holding workpieces from Ø0.15mm to 10mm (Ø0.006" to 0.390") in any machine that has a collet-type chuck.
The Microconic™ system works with either draw-type or push-type standard collet systems that are in any machine.
The Over-grip collet capabilities of Masa Microconic™ System, introduces a whole new world of time saving opportunities awaiting. Our Overgrip Collets open up to 4mm (0.157") diameter larger than the clamping diameter. mPower - Spin Select
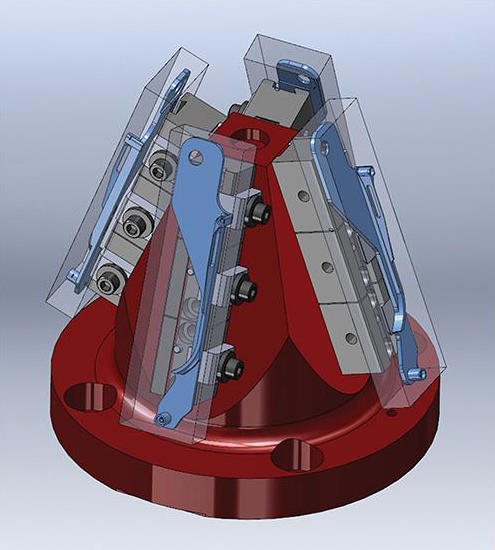
Read this section or just watch the video! The SpinSelect Multi-Pocket Selectable Tool Holder was created to increase productivity and consistency by decreasing downtime associated with tool and insert setups and changovers.
Designed for use on most lathes having a turret or tool post, SpinSelect™ offers significantly better throughput on machining tasks such as heavy roughing, harder material removal, and short runs. Machining operators have seen up to an 85% savings on changeover/setup times as SpinSelect creates a nearly continuous runtime with offline insert changes/reloading.
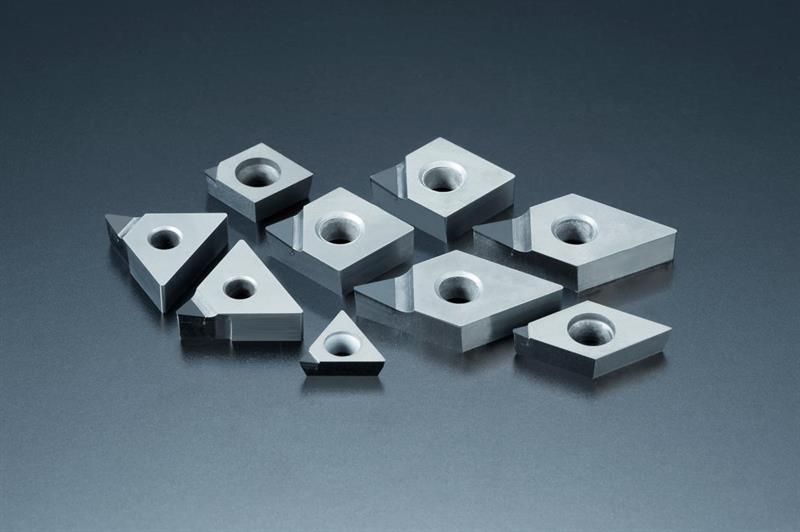
NTK - PD2 Super Micorgrain PCD Inserts
The high speed turning of aluminium alloys and non-ferrous materials has now been taken to a new level with the introduction of the NTK PD2 insert line. With exceptional edge sharpness and adhesion resistance, the new PD2 range of inserts are ideal for extending tool life and productivity on difficult to machine alloys.
Furthermore, the edge toughness and composition give the PD2 tool life and consistency that is unrivalled when conducting interrupted and continuous machining. 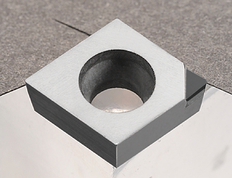 NTK PD2 PCD tipped Carbide Insert NTK PD2 PCD tipped Carbide Insert
The new PD2 is available as a positive insert with a CCMT, DCMT and TPMT geometry that provides a PCD cutting edge length of 2.3mm with the option of a 0.2 or 0.4mm corner radius. The various insert geometries and available with an insert thickness from 2.4 to 9.5mm.
Complementing the positive geometry inserts is a complete selection of negative type inserts for the PD2. The CNMX, DNMX and TNMX geometries have a cutting length of 3.4, 4.5 and 3mm respectively and all inserts have a 4.76mm thickness that promotes strength and rigidity. The three insert types are available with a corner radius of 0.4 or 0.8mm to prevent edge breakages and prolong tool life and consistency. Both the positive and negative type single cutting edge inserts are available with a range of toolholder designations to suit all types of turning centre from the smaller sliding head centres through to heavy duty turning machines. OSG - Exopro Aero Series for Composites
A variety of cutting tools exhibited included the new EXOPRO AERO end mill series for composites.
Ever dream of machining composites without delamination and tool life issues? Composites are constructed with layers of material that are prone to delamination. They are also known to be abrasive and could easily wear your tool down. If your tool loses its sharpness, the material gets pushed away instead of cut, producing uncut fibers. OSG’s EXOPRO® AERO-BNC routerovercomes these problems and even provides high feed roughing and a superior finish.
Longer Tool Life
The AERO-BNC also features OSG’s patented diamond coating which has a maximum diamond grain size diameter of 2μm. This ensures our coating is super smooth. Unlike our competition, we manufacture all diamond products in-house using our grinding technique on our special carbide substrate. This patented diamond coating coupled with the AERO-BNC router’s thick core diameter and multiple flutes extends tool life significantly. Improved part finish and sharper cutting edges are also the end results of the diamond coating. Versatility The AERO-BNC is extremely versatile and can be applied in both thick and thin laminates. It is versatile enough to handle trimming, slotting and shoulder milling applications! It also can engage parts by plunging, ramping or helical entry and is available in various end cuts to enable you to find the right tool for your job. Techniks - Hydraulic Holders
1 Comment
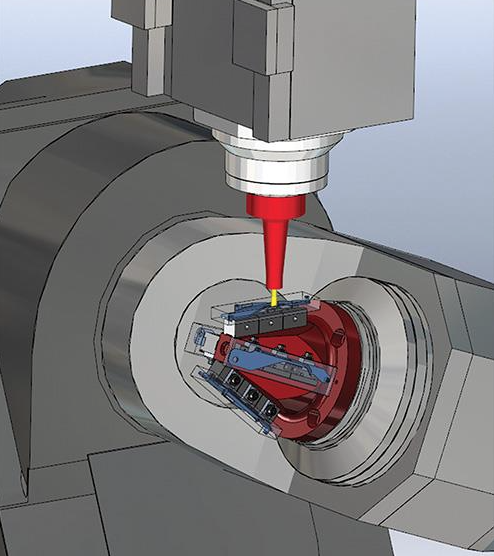
 Note: This article originally appeared as a Case Study From: 5/1/2016 Modern Machine Shop, Edited by Emily Probst , Associate Editor VIDEO NOTE: Scroll to the bottom of the page for a behind-the-scenes look at 5th Axis, and hear Chris Taylor talk about how Hypermill software has helped his company. From day one, 5th Axis Inc.’s business strategy has been to take advantage of the most advanced software, equipment and technologies available so it could competitively enter demanding niche markets like aerospace, medical and other challenging high-tech industries. However, during the company’s entry into five-axis machining, co-founders Steve Grangetto and Chris Taylor realized their CAM software had major shortcomings—machining collisions were common, and they weren’t able to realize the full potential of their machine tools. Using Hypermill from Open Mind Technologies AG of Wessling, Germany, the company achieves faster run times, better surface finishes and overall better quality
Business grew dramatically during the company’s first three years. To meet the growing demand for complex, five-axis machining, 5th Axis purchased a new high-performance five-axis machine to accompany its original Haas machine. However, during programming, the company realized the shortcomings of its existing, mainstream CAM software. Along with unexpected machining collisions, the company couldn’t fully utilize the speed, capabilities and potential of its new high-end machine. That’s when Mr. Grangetto and Mr. Taylor decided to give Hypermill a try.
For instance, five-axis machining greatly improves part precision by eliminating alignment errors that are introduced in standard machining when a part is removed and refixtured in another orientation. It is also extremely time-efficient, because most or all of the work is performed in a single setup with no delays while waiting for an operator to unload, reload and reposition the part.
Stepping through the tool path to watch it remove material and verify that it clears the machine without any collisions is a valuable time-saver. “I do not have to walk out to the shop floor and manually look inside a machine with coolant flowing to check clearances,” he says.
By controlling the amount of volume or the angle of the cutter’s engagement, the cutter can loop into a corner. The Maxx Machining roughing module extends tool life, and machining time is reduced by 30 to 75 percent by maintaining a constant chip load, Mr. Levine says. 5th Axis can use Hypermill Maxx Machining on materials ranging from aluminum to hard materials like Inconel because its high-speed machines are fast enough to keep up with the rapid toolpath motion that is generated. “The bottom line is that using Hypermill Maxx Machining results in super-efficient and fast tool paths,” Mr. Norton says.
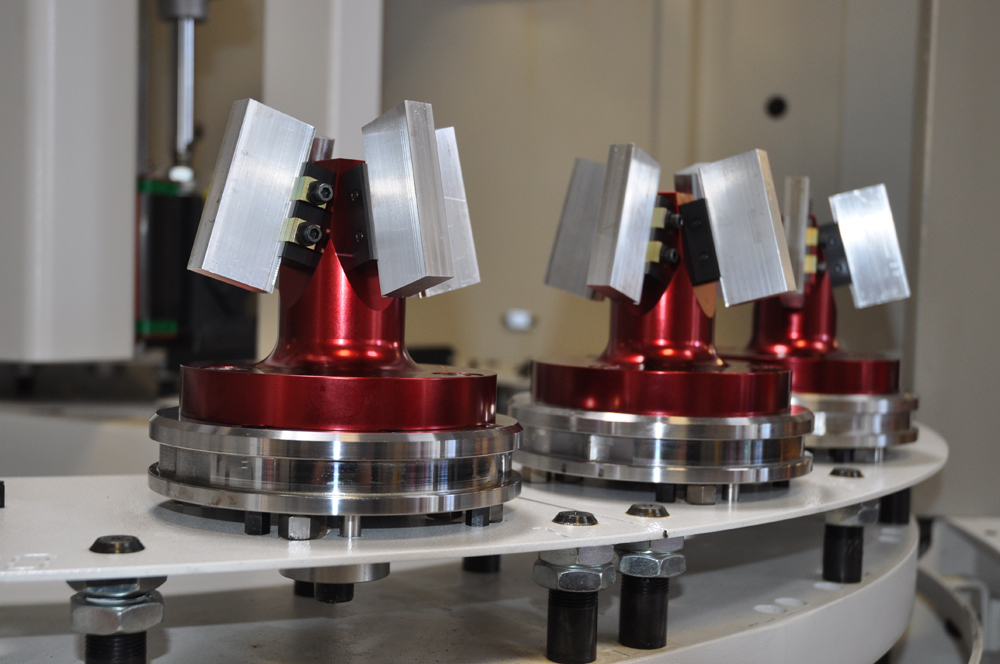
Open Mind uses internal experts to develop postprocessors, which it considers to be a core technology of the company. The customized postprocessors have configurable parameters that enable users to control their particular environments. This means that the core mathematics and the basic structure of the post are created and locked down by Open Mind, but 5th Axis can change certain parameters, which influence the locked portion. According to Mr. Levine, “Some companies give the customer a tool kit and the ability to build their own post, but those guys are not there to write postprocessors; they are there to cut metal. Also, writing the entire postprocessor is too much for the original equipment manufacturer that has to ensure compatibility with various CAM software products. An alternative approach is to give the customer no control, but then they would have to call back to the service supplier to make custom changes. Our combination of locked and open is not entirely common, and we believe it gives customers the best of both worlds.” The high-quality tool paths, advanced CAM software capabilities, postprocessor support and skilled technical support give 5th Axis the confidence to take on ever more challenging jobs that require programming complex parts, Mr. Taylor says. “With Open Mind’s help, we never burn money getting stuck on a job. Their contribution has been a really big part of the growth of our business.” We are very excited to announce a new partnership with 5th Axis Workholding located in San Diego, CA. 5th Axis has created a very nice dovetail workholding system for use in 5 axis milling and can also be used in turning. Please give them a big welcome to out family of principals!  5th Axis Workholding was created out of shear necessity. When Co-CEO’s Steve Grangetto and Chris Taylor started 5th Axis Inc. in 2005, they immediately recognized the need for quality workholding that addressed many of the common issues machinists encounter when moving into the 4th and 5th axis machining. “Fixturing may be the ultimate in problem-solving,” he continues. “If you don’t start with a good, solid fixture – in either 3- or 5-axis work – you’re not going to end up with a good part. More axes just add more layers of complexity.” “A lot of people still aren’t used to thinking in 5 axes when it comes to fixturing,” observes Chris. “They often design them to get a part on and off quickly, without stopping to think about clearance issues.” In 5-axis work, A- and B-axis movement can seriously impact Z-axis clearance. Careless designs invite costly crashes. Longer tools lessen some clearance issues, but introduce problems of their own.
“Fixturing may be the ultimate in problem-solving. If you don’t start with a good, solid fixture – in either 3- or 5-axis work – you’re not going to end up with a good part. More axes just add more layers of complexity.” “When the fixture is right at the beginning,” Steve continues, “we can let the machine take care of most other problems. But, there are one or two areas that require further attention . . .” At the September 2014 IMTS show, Emmett Quigley, the Manager of the Airborne Instrument Development Lab at NASA Ames Research Center, was looking for a modular workholding system that would help him to quickly change over the fixturing on his table to meet the lab's demands of rapid prototyping and development.
Demanding design requirements for future developmentQuigley had several initial requirements:
Emmett looked at a couple of systems but post IMTS only mPower had followed up with the information he needed to start the design. He found that the Modern Industries mPower modular tombstones and fixturing systems would meet his needs, but would need some customization to truly get the maximum use of his machines table space and travels. The mPower system was to be implemented on two machines to begin with. The first would be the labs workhorse, a Deckel MAHO DMU70V. The next machine would be a Deckel Maho MH600C Universal Milling Machine. The MAHO is unique in that it has both a horizontal and vertical spindle as well as a full fourth axis capability. After several email exchanges and design discussions with regional manager Chris Savolainen and Ron Bemis, the Application Engineer at Modern Industries the team spent from from October 15th through 17th reviewing the various part shapes and size requirements to define the subplate hole locations that would provide the very best versatility to meet the needs of the lab.
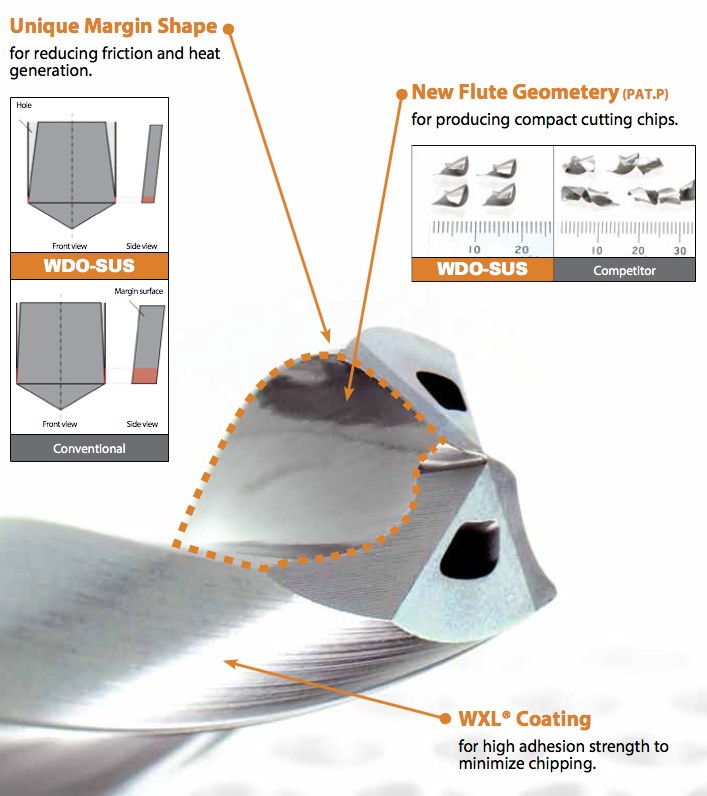
It was decided to go with 2" x 2", 1/2 -13 bolt hole pattern in 1.5 “ thick aluminum plates. However they needed to modify the DMU plate by adding the through hole so they can reach the table with their tool setter. Quigley then need to duplicate the plates in steel. The final requirement was that the lab needed to have the locating/clamping features below the surface as these plates will need to be surfaced from time to time. Due to budget constraints the system had to be developed with consideration for the longer term lab requirements so that it could eventually expand for upcoming new projects. Preparing for the unknown problem has always been part of the mission at NASA so long term contingency planning is the norm. In June of 2015, phase one of the project was implemented on the Deckel Maho DMU70V machine. Quigley's thoughts on the implementation thus far: According to Savolainen "NASA's Airborne Instrument Development Lab at Ames really considers both current needs and future needs when they look at workholding systems. The machines and equipment have to be versatile enough to handle current projects but also new research projects that might not even exist until 10 or 15 years from now. They really put a great deal of thought into products before they get them and it's actually a real pleasure to work with engineers who plan and think so far into the future!" The new OSG WDO-SUS drill was released on Monday, June 1 2015 and we really can't say enough good things about it already! It's a game changer!
What makes it different:
Bottom line…this drill has a very smooth cutting action that allows it drill more linear inches than the competition and already our initial testing indicates that it improves the tool life of the threading tools and/or reamers that are used to finish the drilled hole. To say that we have been impressed in the first few days of testing is an understatement. You gotta run this one! OSG will be running a promotion on this tool starting in July and running through August so you WILL want to contact us now to figure out where you can use it and then take advantage of the introductory promotion starting in July. Call us now to schedule an appointment for a test The MA Ford Series 138CE comes with the new CERAedge high performance ceramic coating! With a hardness that makes it the 3rd hardest material when compared to industrial diamonds! You can see the video of the 138CE below. What is CERAedge? CERAedge combines the heat resistance of conventional AlTiN coating with the hardness and smoothness of amorphous diamond coatings. It's a ceramic coating with extreme properties
|
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
March 2024
Categories
All
|






 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
