PMC-Colinet has a long history in the pipe and tube market, having started in 1912 and introduced the world’s first carbide-tooled pipe threading machine in 1958. Today, the company is established as a primary supplier of machines to the OCTG sector. Its customers include integrated steel mills that sell finished pipe and couplings to the oil and gas industries, specifically using the company’s machines for threading products for downhole drilling applications. PMC-Colinet also supplies cutting tools, consumable tooling, aftermarket parts and field service to the industry. Recently, PMC-Colinet did an assessment on one very challenging job, namely, cutting keyways into large sections on a high-precision cutting tool head made of Nitralloy. For many years, the production had involved the use of a shaper to produce the keyway in the bore of the die head. Typically, the bore ranged from 6” to 13” in diameter and more than 12’ in length. These keyways have extremely tight tolerances, with location at +/- 0.0005”, width at +/- 0.001” and depth to +/- 0.0025”. One style of cut is a 3-step keyway that does not run all the way through the bore, stopping at a window that is milled from the outside diameter. This situation prevented the PMC machining department from using a ram EDM to produce the keyway. The only options previously used were to rough the keyway on an old shaping machine, then send it out for ram EDM. This process required 50 hours on the shaper, plus approximately a week for the ram EDM. Another option was to do the job entirely on the shaping machine. Roughing the keyway had to be much more precise and usually required about 61 hours. Plus, an additional 145 hours were required to finish the part, normally. These times included 10-12 hours for set-up.
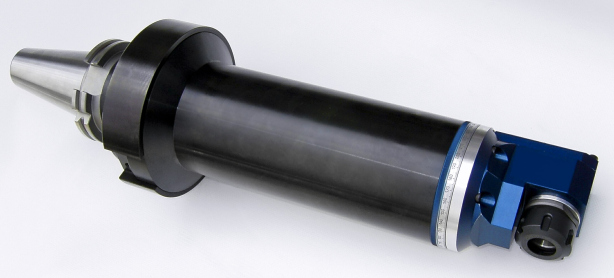
One competitor brought a standard 40 taper tool, while Heimatec presented a larger, heavier 50 taper unit.
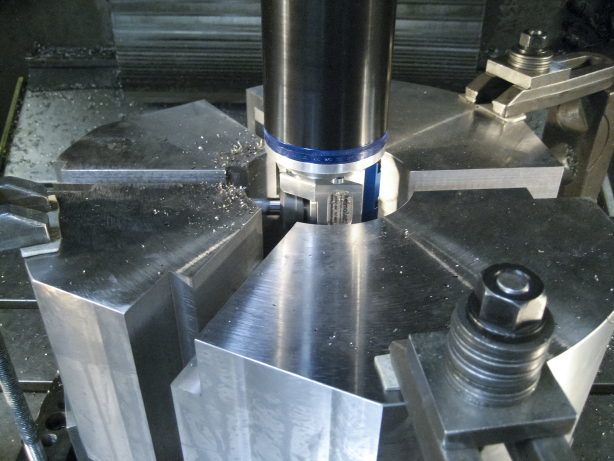
A week later, Preben Hansen, Heimatec’s president, supplied a drawing for the proposed custom product. PMC engineering reviewed both the standard and custom designs and awarded the project to Heimatec. The angle head supplied was designed to perform a wide variety of cutting tasks on the various end products produced by PMC. On the keyway in a bore 6” in diameter and 12” in length, using the Heimatec 90º head, PMC spent 6 hours in setup, 3 for roughing and 3 for finishing, plus 12 to 16 hours of actual cutting time. This represented a total savings of 184 hours on a single part. Though the head appeared too slender to remain rigid during the entire cutting cycle, according to PMC sources, the performance was deemed very successful. Heimatec’s head design for this custom radial drilling and milling head features an adjustable tool stop, 3 support pins for stabilizing the tool, CAT 50 taper style, 360º indexable pivot on the angle head and inclined tooth gear design for maximum rigidity. During the project, Preben Hansen from Heimatec supervised the installation. After the stop block attachment and grinding of the supports pins for the head were accomplished in just one day, the head was mounted and several experimental cuts were performed. Hansen spent time with Rick Kokish as well as CNC programmer Barry Spence at PMC, discussing various options for programming the head on the Monarch VMC. The very next morning, the setup was performed and an actual keyway was roughed. Results ongoing have continued to satisfy all requirements, according to PMC sources. For further information on the application discussed in this story, please contact us!
9 Comments
11/20/2015 05:29:44
Hi
Klaus Kartoffel
1/12/2016 18:56:20
Hi Swaraze.
KEVIN BASSETT
7/11/2017 13:07:10
Hi I need one of these heads, can you please email me as to who in Australia can supply. 1/10/2020 05:43:21
It is always such a great thing when you discover something that makes the job easier. As you mentioned, you did the research, and were able to come up with something that would allow you to complete the job mush faster, 184 hours to be exact. That will for sure add up in the future. 1/11/2021 13:28:43
We have a job coming up with the same requirements, other than the key way doesn’t end at a window but an approximately a one inch groove relief. Also for a steel mill. We don’t have a monarch vmc but a g and l horizontal boring mill. Can you please email me a quote and some more detailed specifications.
Sukanta Kumar Nayak
2/27/2022 07:19:10
Need details
Ron Schulmeister
10/12/2022 03:51:24
Hello Leave a Reply. |
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
July 2024
Categories
All
|
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
