0 Comments
Case Study From: 5/1/2014 Modern Machine Shop, Edited by: Emily Probst, Associate Editor To machine helical gears at 45-degree angles, Gurecky installed a customized multifunctional machine from DMG Mori Ellison Technologies with a hobbing tool from Heimatec.
Gurecky was founded in 1983. Today, the company operates out of a 43,000-square-foot facility, serving the oil, gas and energy industries. The company produces multifaceted precision parts ranging from prototypes to mass production. To remain competitive, Gurecky constantly invests in advanced manufacturing equipment. For example, since buying its first DMU 50 ecoline from DMG Mori (Hoffman Estates, Ill.), the company has moved production from traditional vertical machining centers (VMCs) to the more versatile five-axis DMG Mori machines. In late 2012, Gurecky President John Dorman decided it was time to purchase a CNC machine specifically for gear hobbing. The company approached DMG Mori Ellison Technologies and decided to install its customized multifunctional NLX 2500SY/700 with the ability to hob gears. What made this particular application challenging was the fact that Gurecky needed to machine helical gears at a 45-degree angle. This was a problem because standard hobbing units only allow ±30 degrees of helix angle adjustment due to loss of rigidity. Undaunted by the task, Heimatec said it could design a custom hobbing tool with ±45 degrees of adjustment to use in conjunction with the new machine. According to Preben Hansen, president of Heimatec, lathes and their coordinating controls are more sophisticated these days, so a dedicated hobbing machine isn’t always necessary. “As long as the machines can handle it, we can build a tool to do it.” After a few months of testing, the tool was complete and ready to be put to work. Rigidity is the key to tackling this difficult machining operation, he says. “It’s a pretty difficult operation, and when you’re twisting that tool, there’s a lot of leverage. You have to be concerned with the rigidity of the tool. When you’re turning at 45 degrees and milling at the same time, you tend to lose rigidity,” he says. To combat this loss, Mr. Hansen says Heimatec’s hobbing units are designed with a strong bearing structure. In turn, this structure provides the rigidity necessary to reduce backlash and increase tool life. It also increases the performance of the hobs that do the cutting, he says. The hobbing unit can run at 3,000 rpm and provide 63 Nm of torque. “One of the things we do to help is increase the torque through a gear reduction,” Mr. Hansen says. “Many times, it’s a 1:1 ratio, and we go 2:1. So if its 3,000 rpm into the tool, the tool only rotates at 1,500 rpm. So we increase the torque output by gearing down the tool.”
Heimatec and DMG Mori Ellison Technologies set up the hobbing attachment, wrote the program code and started cutting the 45-degree helical gears in a quarter of the time that it took in the past. Completing more operations in one setup has been a major time saver for Gurecky. Previously, the part would be turned on the lathe, then taken off and set up for a secondary hobbing operation. The hobbing operation alone took one to two hours. Now, the company can machine precision parts on the CNC lathe using the custom hobbing unit in 8 to 10 minutes, start to finish. Another benefit of the single setup is that scrap has been reduced from about 10 percent to 1.6 percent, greatly improving overall efficiency and the company’s bottom line.
Along with the increased adjustment angle, Heimatec designed the custom hobbing tool to be interchangeable, which enables Gurecky to use different arbor sizes. The company can put a different kind of hob in the unit and switch to a different part fairly simply. According to the company, this feature has saved more than $200,000.
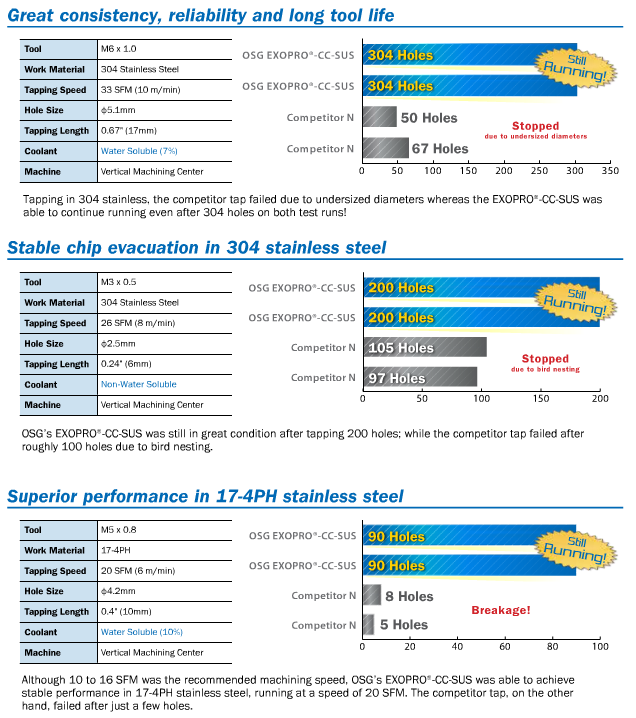
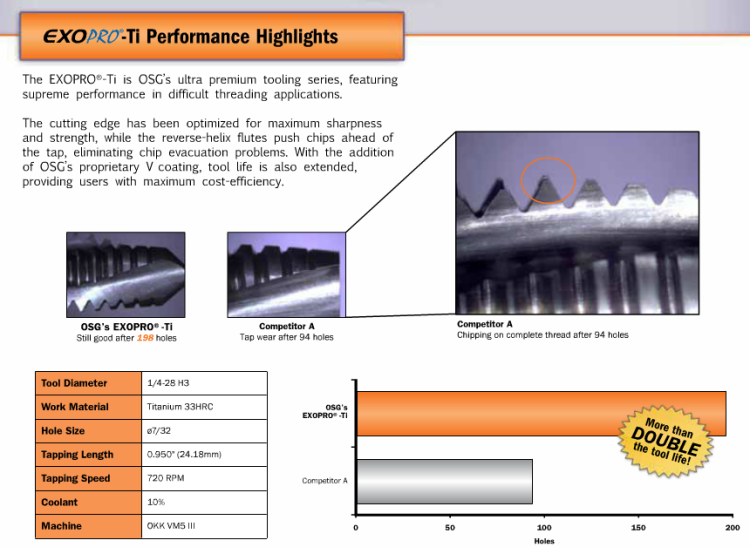  The Exopro-CC-SUS spiral tap series from OSG Tap & Die is designed for tapping stainless steel, as well as carbon and alloy steels. Constructed of vanadium high speed steel, the tap features a variable lead-flute design with chip control for stable chip evacuation. This new series provide increased consistency, improved reliability and extended tool life with water-soluble coolants. The taps are available in sizes ranging from No. 2 to 1" and M2 to M4.
  Allied Machine has just announced their newest product line, the APX™ Drilling System!! The APX is designed for depths beyond the range of a traditional IC drill. Allied's APX™ delivers the strength and versatility needed for any deep hole drilling application. The APX™ geometry is designed to increase penetration rates and tool life, providing the lowest cost per hole among deep hole drilling lines.
If you would like more information give us a call at 916.765.4227 or email us and we'll get you the catalog!
 DiACON, a part of M.A. Ford’s Advanced Product Group, features a wide range of high performance, polycrystalline diamond (PCD) tipped tools to improve your productivity in today’s metal, wood and composite material industries. PCD tooling is ideal for more efficient machining of non-ferrous metals, plastics, composite materials, graphite and other hard to machine and abrasive materials. DiACONTM offers end mills, drills, step drills, step reamers and countersinks. Special tools are quoted upon request. According to MA Ford, "DiACONTM is dedicated to continually developing innovative products manufactured with efficient state-of-the-art technology while offering great value and top quality at reasonable prices." The tools will be offered in the following standard configurations. Here are the series names and some information about them.
Here's some of the details on the new tools:  DES (DiACON End Mill Square) Series A straight flute PCD tipped end mill available with 1 or 2 flutes depending on tool size and configuration. These end mills combine a PCD tip with a carbide body for maximum rigidity and optimal performance. Offers excellent results in CFRP (Carbon-Fiber-Reinforced Polymer), fiberglass, aluminum and other very abrasive materials. A straight flute PCD tipped end mill available from 3 flute to 9 flutes depending on tool size and configuration. These end mills combine a PCD tip with a carbide body for maximum rigidity and optimal performance. Offers excellent results in CFRP (Carbon-Fiber-Reinforced Polymer), fiberglass, aluminum and other very abrasive materials.  DEB (DiACON End Mill Ball) Series A straight flute PCD tipped ball nose end mill available in 1 or 2 flutes depending on tool size. These end mills combine a PCD tip with a carbide body for maximum rigidity and optimal performance. Offers excellent results in CFRP (Carbon-Fiber- Reinforced Polymer), fiberglass, aluminum and other very abrasive materials.  DSE (DiACON Spiral End Mill) Series A spiral veined PCD end mill designed with a 30 degree helix (15 degree helix angleavailable as a special). Available in 2 flute for 6mm and 1⁄4” diameters, and 4 flute for larger diameters. A through hole can also be provided as a special on sizes 3/8” (10mm) and above. Offers excellent results in CFRP (Carbon-Fiber-Reinforced Polymer), fiber-glass, aluminum and other very abrasive materials.  84PCD Series A two flute PCD tipped microstop countersink manufactured on a high speed steel body allows for exceptional performance in aircraft composite applications. Available in inch and metric sizes and also can be reconditioned for maximum cost per hole.  87PCD Series A three flute PCD tipped microstop countersink manufactured on a high speed steel body allows for exceptional performance in aircraft composite applications. The three flute design allows for optimal wear resistance. Available in inch sizes and also can be reconditioned for maximum cost per hole.  83PCD Series A two flute PCD tipped integral pilot microstop countersink manufactured on a high speed steel body allows for exceptional performance in aircraft composite applications. Available in inch and metric sizes. Due to the integral pilot design, tools are not typically reconditioned, but can be quoted if needed.  DWD (DiACON Spiral Wafer Drill) The spiral wafer drill offers excellent performance in CFRP (Carbon-Fiber-Reinforced Polymer), fiberglass, aluminum and other very abrasive materials. Available as a special from 1/8” to 1/2” and 3mm to 16mm.  DND (DiACON Nib Drill) Series
DiACONTM’s Full Nib Drill has been specifically developed for the drilling of CFRP and CFRP/Metal stack used on all modern aircraft today. The high performance point and fluting geometry greatly reduces separation and delamination in the drilling process. The DiACONTM Full Nib Drill can also be reconditioned two to three times for improved cost per hole. Available as a special in sizes from 1/8” to .354” and 3mm to 10mm. BIG Kaiser brings flexible workholding to 5-axis machine tables by surrounding Unilock zero-point quick-change receivers with a grid pattern. The benefits of 5-axis machines are greatest when workholding is based on the size and shape of the workpiece instead of the limitations of the table interface. By providing multiple workholding opportunities, Unilock users quickly integrate most workholding products and keep their machine spindles up and running.
Providing BIG Kaiser with a drawing of your machine table (or the make and model number) is all it takes to get started. Clients can also request production drawings or use third party suppliers. BIG Kaiser offers several flexible machine table interfaces, some of which can be delivered as turnkey solutions. We can pull workpieces down onto the table to maximize the available envelope, or elevate workpieces for complete 5-sided access.
|
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
March 2024
Categories
All
|







 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
