 OSG is pleased to announce the expansion of our PHOENIX® PDZ offering with the addition of the NEW PDZ-3D indexable flat drill.
The following list numbers are associated with the OSG PHOENIX® PDZ Series Expansion:
The PHOENIX® PDZ indexable flat drill offers the following features & benefits:
0 Comments
Performance Micro Tool's Unprecedented Advancements in End Mills and Cutting-Edge Applications3/13/2024 Performance Micro Tool first to make the world's first 5 micron end mill. 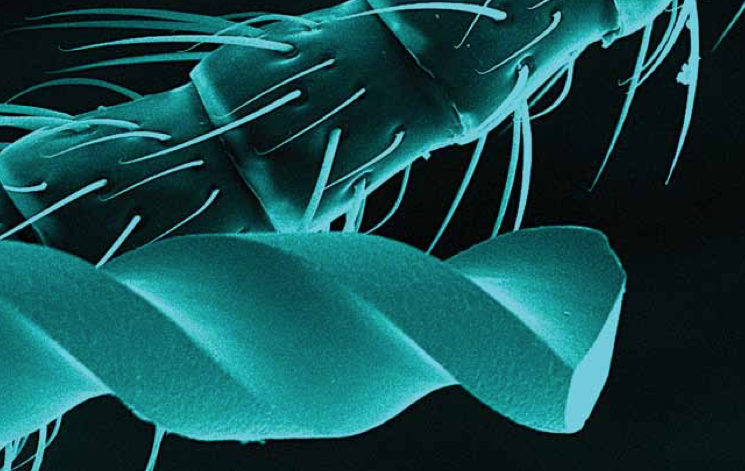 Performance Micro Tool 50 μm drill shown next to ant leg. Photo courtesy of Texas A&M University Today, Performance Micro Tool end mills are approaching diameters and tolerances thought impossible just a few years ago. Their unique manufacturing ability has led to many firsts including the world's first 5 micron end mill. PMT's in-stock and custom end mills are used in some amazing applications - from designing medical diagnostic tools for use inside the body to developing micro components for U.S. fighter jets. The PMT product line and unique quality controls assure customers of superior end mill performance and longevity. They also offer the shortest lead times in the industry! PMT Features
PMT Applications
 OSG is pleased to announce the expansion of our HY-PRO® CARB VGM end mill series with the addition of the NEW VGM3-AL!
The HY-PRO® CARB VGM3-AL is a is a series of Variable Geometry end mills for High Speed Machining in Aluminum and Non-Ferrous Materials. The following list numbers are associated with the NEW VGM3-AL series:
The HY-PRO® CARB VGM3-AL end mill offers the following features & benefits:
Entry-level Tool Presetting and Measuring system  Big Daishowa’s Speroni STP Essentia tool presetting and measuring system performs measurements next to machine tools. The SPERONI STP ESSENTIA is the entry-level Tool Presetting and Measuring system. Its robust structure and user-friendly software interface allow customers to benefit from a basic, essential unit with a tangible, long-lasting performance. The ESSENTIA enables users to measure tools offline and has user-friendly controls designed to optimize tool measurement operations. The MaxP runout function, base post processor and entry-level tool database are included in the Essentia control. Presetters measure the cutting edges of tools to ensure they match job specifications and are ready for use in the machine. Adjustments that could take up to 15 minutes can be made offline in less than one minute on a presetter, the company says, allowing the machine to continue cutting.
With the SPERONI ESSENTIA, you can efficiently measure tools, easily and independently of the operator achieving full machining productivity. Robust, space-saving, and long-lasting, ready to deliver quality results right beside your CNC machine. A leap forward in shrink-fit technology by Bernard Martin 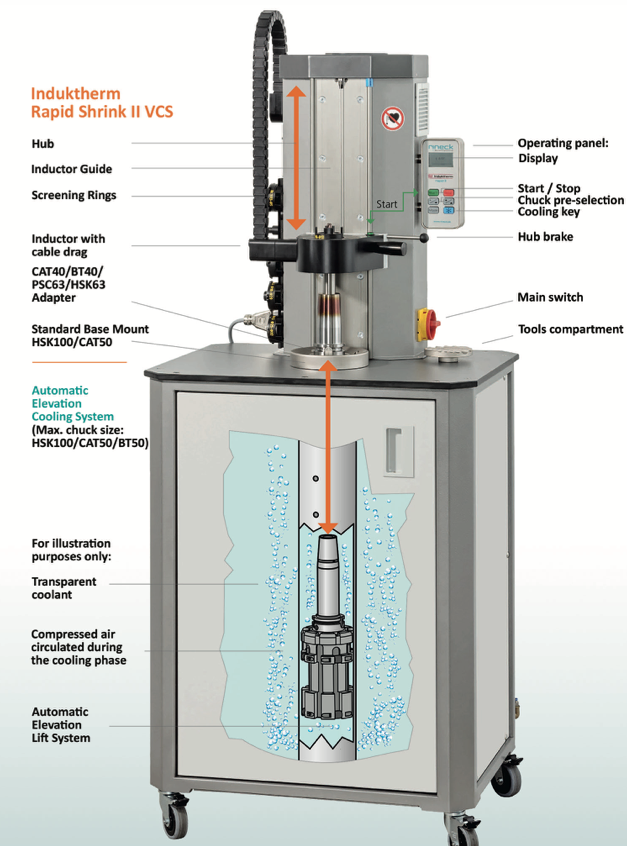 Platinum Tooling has introduced the Rineck Induktherm Rapid Shrink II VCS Machine to its repertoire, promising a paradigm shift in the way machining professionals approach shrink-fit tooling. In this article, we'll explore the key features, benefits, and applications of this cutting-edge machine that has garnered attention in the manufacturing industry.
Key Features of the Rineck Induktherm Rapid Shrink II VCS Machine: Rapid Heating Technology The Induktherm Rapid Shrink II VCS Machine is equipped with rapid heating technology, ensuring swift and efficient tool heating. This feature significantly reduces downtime and enhances overall operational efficiency. The heating time takes only between 3 – 9 seconds! Versatile Cooling System (VCS) The VCS system integrated into the machine allows for both air and water cooling, providing flexibility based on the specific requirements of different tools and materials. The cooling time varies between 15 and 50 seconds depending on the mass of the tool holder. User-Friendly Interface The machine boasts a user-friendly interface, making it easy for operators to navigate and control the heating and cooling processes. Intuitive controls contribute to a seamless user experience. Precision and Consistency The Induktherm Rapid Shrink II VCS Machine ensures precise and consistent tool clamping, critical for achieving accuracy in machining processes. This level of reliability is essential in applications where tolerances are tight. It's designed for use with HM tools with shafts of Ø 3 to Ø 32 mm and HSS tools of Ø 6 to Ø 32 mm Compact Design Despite its advanced features, the machine maintains a compact design, making it suitable for various workshop environments. Its space-saving attributes make it a versatile choice for machining facilities of different sizes. Benefits and Applications
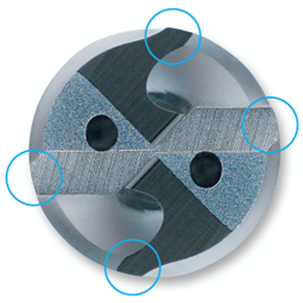
Stable and high efficiency in small diameter deep-hole applications. by Hiroyuki Amano, OSG Corporation Applications Engineer (Drill Development Division)  OSG Corporation has recently released the ADO-MICRO – the company’s first small diameter carbide drill with oil holes designed for stable and high efficiency drilling in deep-hole applications. The sense of size upon hearing the phrase “small diameter” will be understood differently among users in the manufacturing industry. The ADO-MICRO has a lineup of drill diameters from 0.7 mm up to 2 mm for drill lengths of 2xD and 5xD, and diameter 1 mm to 2 mm for drill lengths of 12xD, 20xD and 30xD. The product name ADO-MICRO may seem to be associated with the unit prefix micro (µ), but it was named to simply imply smallness in size regardless of the unit. For small diameter drilling, options such as carbide drills and HSS drills using external coolant are available. However, today’s machining needs require greater stability, higher efficiency and longer life than ever before. There is no exception in small diameter deep-hole applications, with growing needs for coolant-through small diameter drills. Tool Geometry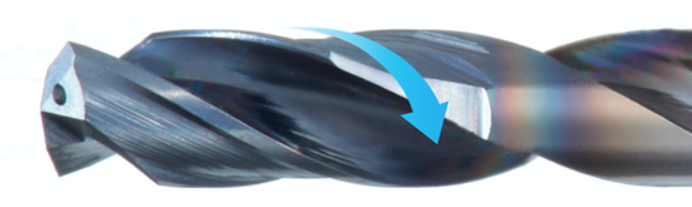 Figure 1: Chips generated at the tip of the tool flow in the direction of the blue arrow One of the keys for successful small diameter drilling is trouble-free chip evacuation. As illustrated in figure 1, chips generated at the tip of the tool flow in the direction of the blue arrow. However, if there is insufficient space in the flute, cutting chips cannot evacuate smoothly, which causes the drilling accuracy to deteriorate and increases the probability of tool breakage. Therefore, by providing a wider flute specification at the area where the tip of the blue arrow locates, as depicted in figure 1, cutting chips are able to be discharged without difficulty, leading to stable machining.
However, micro sludges can be easily accumulated around the outer periphery of the cutting tool, which is a key cause of abrupt tool breakage. To resolve this challenge and to achieve an overall balance, an extended flute configuration is incorporated to provide sufficient exit room as shown in figure 3. Figure 3. Exit room at end of margin Oil HolesThe ADO-MICRO features a straight hollow shank design where coolant is injected in addition to the two spiral oil hole paths. This configuration increases coolant discharge from the tool tip. Without the hollow shank configuration, greater pressure is required in order for the coolant to pass through the thin oil hole paths. With the hollow shank feature, pressure loss is reduced, which increases the coolant flow volume. As illustrated in figure 4, with a higher coolant flow rate, cutting chips can be more effectively evacuated, thereby enabling stable machining. 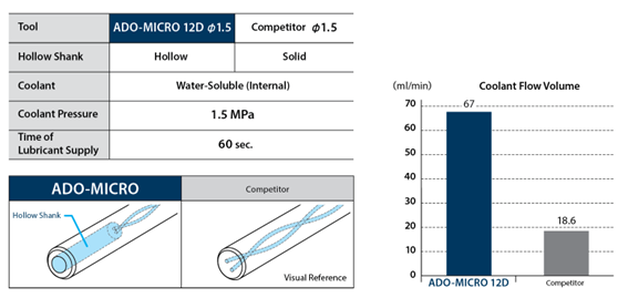 Figure 4: Relationship between shank structure and coolant flow volume OSG’s Latest Coating Technology: IchAda CoatingAnother key element for achieving stable processing in small diameter deep-hole application is coating technology. The role of tool coating is to provide wear resistance and heat resistance to prolong tool life, which is particularly important to small diameter tooling. As illustrated in figure 5, the coating surface by conventional technology is not smooth, which may interfere with the performance of chip evacuation. OSG’s latest IchAda coating, on the other hand, provides excellent surface smoothness in conjunction with high wear resistance and heat resistance to enable small diameter tools to achieve long tool life by improving adhesion. 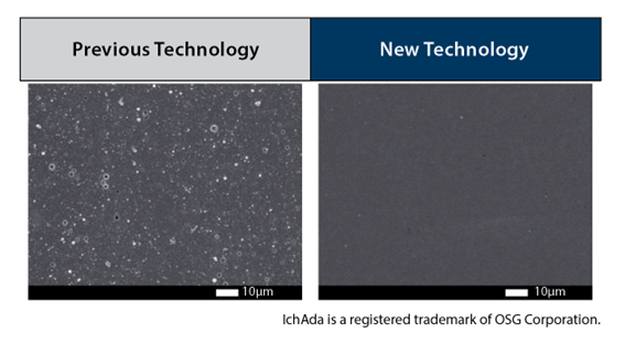 Figure 5: Surface of coating Cutting DataFigure 6 demonstrates a comparison of tool life between the ADO-MICRO and two other tooling manufacturers’ products in the machining of SCM440. The competitor drills have chipped or have broken at the initial machining stage. The ADO-MICRO, on the other hand, was able to achieve long tool life stably due to its superior chip evacuation capability by breaking chips into small and manageable pieces. 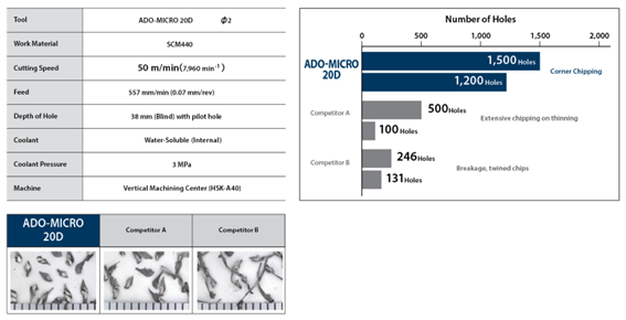 Figure 6: Stable and long tool life in SCM440 The ADO-MICRO demonstrates stable performance even in difficult-to-machine titanium alloy applications. As shown in figure 7, the competitor drill struggled with chip evacuation, thus requiring step processing. However, with the ADO-MICRO, step processing can be eliminated while achieving approximately five times the drilling efficiency. The ADO-MICRO was still in good shape after doubling the competitor drill’s tool life, allowing it to be used on other applications. 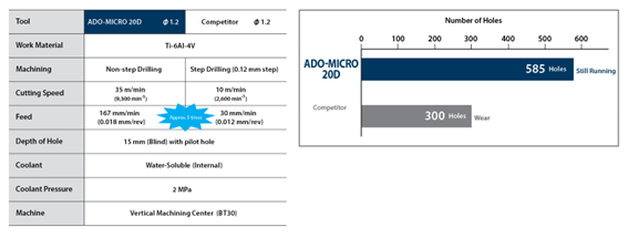 Figure 7: Efficiency improvement in titanium alloy The ADO-MICRO’s unique tool geometry and OSG’s original IchAda coating allow non-step drilling even for deep-hole applications, enabling high processing efficiency.
By eliminating common complication in small diameter deep-hole drilling, the ADO-MICRO is able to excel with stable performance in a wide range of work materials including stainless steel. In addition to standard stock items, OSG also offers customization services with tailored solutions for each and every manufacturer’s specific machining needs.  Hoffman Estates, IL - BIG DAISHOWA has expanded its lineup of Smart Damper-integrated products to include 318 Large Boring Systems and the CK1, CK2 and CKB3 systems.
The new 318 Smart Damper deep boring system is for fine or rough boring of diameters from 200-320mm (7.87-12.6") and uses the CKB7 connection to adapt to almost any machine. The integration of Smart Damper shortens the distance from the damping mechanism to the cutting edge, which is the source of vibration. This produces higher damping effects to the tool assembly to minimize vibration and achieve better surface finishes and improved metal removal rates. The 318 Series low weight and secure configuration make it well suited to high-speed operations (up to 6,600 SFM). Smart Damper SW Heads offer boring efficiency six times higher, twice the cutting depth and three times the cutting conditions of other rough boring heads. Now, the new Smart Damper SW head for the CK1, CK2 and CKB3 makes the CK modular precision tool system available for the full range of SW products. This makes SW heads more versatile than ever before—and boosts the already impressive stability of CK-compatible connections. In all cases, BIG DAISHOWA’s Smart Damper technology makes boring quieter, more efficient and vibration-free. For more information about the 318 Large Boring Systems, click here. To learn more about the CK1, CK2 and CKB3 systems, click here. As a member of the BIG DAISHOWA Group (Osaka, Japan), BIG DAISHOWA Inc. is a recognized global tooling provider, with manufacturing facilities in North America, Switzerland and Japan. BIG DAISHOWA is also the North American representative of Speroni tool measuring machines, Sphinx high performance drills, mptec measuring stands, Tekusa spindle cleaners and the UNILOCK zero-point workholding system. |
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
March 2024
Categories
All
|
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
