|
By Jack Burley Many shops are unaware that a lot of their spindles are BIG-PLUS, so they don’t realize the capabilities they possess that this system provides. If you identify these spindles on your floor and want to start taking advantage of them, there are some things you should know 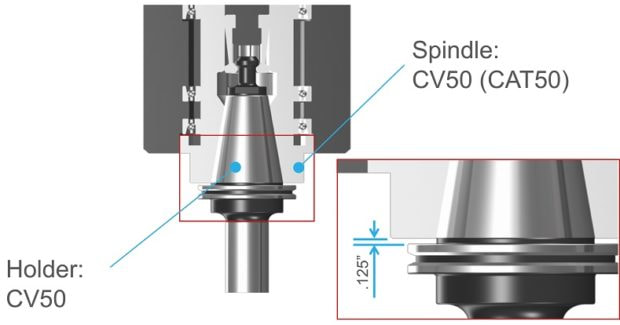 The easiest way to figure out whether you have a BIG-PLUS spindle is to place a standard tool into the spindle and see how much of a gap there is between the tool holder flange face and spindle face. Without BIG-PLUS, the standard gap should be visible, or about .125" I was recently chatting with our friends at SPS Spindle Parts and Service, LLC (Goffstown, NH). They are, to my understanding, the only certified BIG-PLUS® spindle grinder in America that performs onsite regrinds. Chris Vigneault, their onsite grinding manager, explained that most of their onsite visits, BIG-PLUS or not, are the result of a crash or poor drawbar retention that allows a tool to loosen in the spindle. That isn’t usually surprising news, but Vigneault explained that their testing and examination process often does reveal something else that is very surprising for customers: “One of the things that most customers are unaware of is that a lot of their spindles are BIG-PLUS and they simply don’t know it,” he said. “Not all, but a lot of customers lately are looking for that ability and just don’t know that they already have it.” This is common after the purchase of a used machine tool, but shops are even more surprised when they hear this news about new machines. There are a couple of reasons this happens: 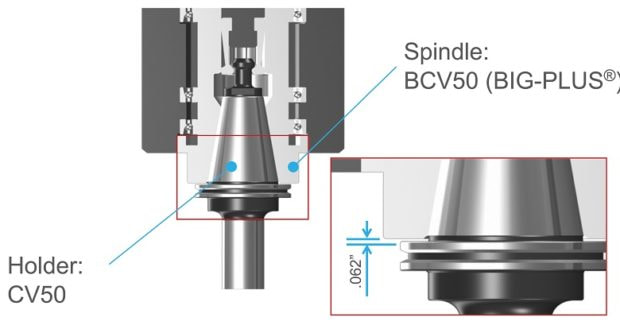 If it is BIG-PLUS, the gap is half of this amount, or only .062 in (shown here). These values change depending on 30 taper, 40 taper or 50 taper sizes, but the gap is visibly less than usual.
All of which begs the question, how do you find out if you have a BIG-PLUS spindle? We have learned over the years which builders are making their spindles to BIG-PLUS as a standard or as an option, and on which models. So when I visit a customer or talk to them over the phone, I ask what brands of machines they use and compare this with the master list of authorized machine tool builders for BIG-PLUS. However, the easiest way to figure it out is to place a standard tool into the spindle and see how much of a gap there is between the tool holder flange face and spindle face. Without BIG-PLUS, the standard gap should be visible, or about .12 in. If it is BIG-PLUS, the gap is half of this amount, or only .06 in. These values change depending on 30 taper, 40 taper or 50 taper sizes, but the gap is visibly less than usual. If you identify BIG-PLUS spindles on your floor and you want to start taking advantage, there are some things you should know. First, if you’ve been using standard V-flange tools in that spindle, you likely won’t be able to realize the full benefits of the system. Over time, standard tooling will wear the spindle in ways that change its geometries. “We were just at a shop in Connecticut checking out a BIG-PLUS spindle,” recalled Vigneault. “Because of the way it wears when you don’t use BIG-PLUS tooling – which is exactly the way this customer was using the machine – the face was very heavy, or oversized. If we were grinding it back into spec, it would probably take quite a bit of work. We would have to take a lot of material off the face to get there.” Because both taper and face contact are what make the system shine, the geometry is critical. If someone trying to transition to BIG-PLUS tooling after learning they have the spindle doesn’t understand that, they won’t experience the performance they expect. There’s also the factor of maintenance. If a shop didn’t know it had BIG-PLUS machines, it’s a safe bet they didn’t take the preventive steps to help preserve the crucial geometry. These include keeping the spindle, tools and carts clean; misaligned automatic tool changer arms can also harm a BIG-PLUS spindle. These very reasons are why we offer spindle and tool taper cleaners, as well as arm alignment tools. Also, resist the temptation to use less expensive, unlicensed dual-contact tools if you want to give the system a shot. These tool makers do not have the master gauges necessary to create the correct geometry . . . for reference, read my Depth of Cut column titled “Is BIG-PLUS an International Standard?” It shares comparative test results and details the risks. There’s really one proven way to restore a BIG-PLUS spindle to proper specifications: with a certified regrind. Just as tool makers need the right gauges and measuring devices, so do spindle grinders. If you discover you have BIG-PLUS spindles and want to take advantage, keep these factors in mind to see what the system can do. Jack Burley is the vice president of sales and engineering at BIG KAISER Precision Tooling Inc., 2600 Huntington Boulevard, Hoffman Estates, IL 60192, 847-228-4011, Fax: 847-228-0881, jack.burley@us.bigkaiser.com, www.bigkaiser.com.
2 Comments
  We where very excited to meet and greet many of our customers at the 2017 Western Tool & Supply Open House. It was held at their San Jose, CA. on September 21- 22, 2017. We featured quite a few featured products from our principals during the two day event. It was great discussing lots of technical applications that machinists brought to us! More and more, we are asked this fairly simple question from shops who want to purchase BIG-PLUS® dual contact tooling from sources other than us. One would certainly think that this must be the situation, given that more than 100 of the world’s top selling machine tool builders have adopted the BIG-PLUS spindle system as their own standard. The truthful answer to anyone who asks is that this system has not been standardized by any governing body such as ISO, DIN, JIS, or ASME. 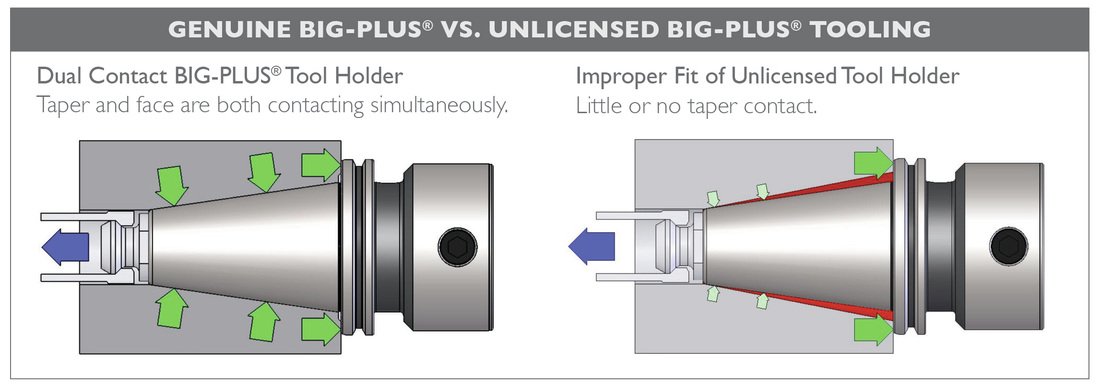 This comparison of licensed BIG-PLUS vs. unlicensed BIG-PLUS tooling shows how little or no taper contact in the unlicensed tool holder can allow “float” in the spindle taper with no positive radial location, causing large cutter runout and immediate fretting corrosion on that spindle face that can severely damage the spindle. BIG Daishowa, the original developer of this system and a major reason that it has been so widely accepted throughout the world, still holds all of the proprietary information and, more importantly, the grand master gages that are used for reproducing spindles and tooling. Access to this information and gaging is well protected by BIG and is only provided to those companies who acquire a license agreement, mostly to protect the integrity of the system, which uses very close tolerances in order to function at its designed performance level. The popularity of BIG-PLUS has surged over the past ten years as many shops have tried the system and have witnessed for themselves the huge benefits in higher performance and accuracy over standardized taper contact tooling systems, such as CAT or BT. Other dual contact systems, such as HSK, have also seen a rise in popularity for similar reasons, but perhaps not with all of the same benefits of BIG-PLUS. Unfortunately, all of this increased popularity and demand has been accompanied by a surge in unlicensed copies to the market that offer all kinds of promises and prices never seen before. BUYER BEWARE I cannot fault a shop for purchasing cheap dual contact tooling after being told by their supplier that it will work just as good as the originals for half the price. After all, human nature wants to find the best offer at the best price – that sort of deal is capitalism at its best. As consumers, we are all confronted with choices every day about buying similar products that do similar functions from a wide range of suppliers and costs. For me personally, I usually decide to buy cheap only when I know the product will be used one time and then thrown away. On all other purchases, I’m in it for the long haul and willing to pay higher prices. At the end of the day, I want to be confident I made the right choice for the long term, and I’m willing to pay more for my peace of mind. 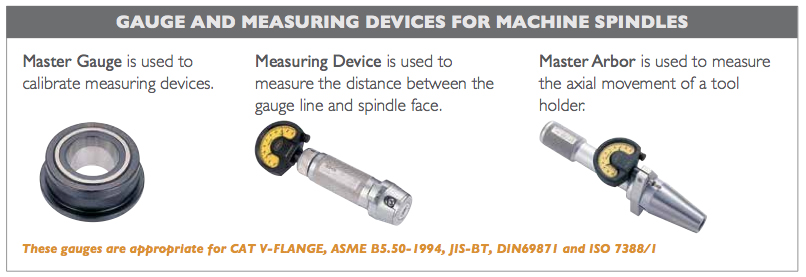 Master gages for tooling are quite common. Generally all of them are traceable to a known master to compare the accuracy for rate of taper for production of tool holders, such as CAT or BT. ISO dual contact systems such as HSK rely on the use of a grand master gage that all other master gages are produced to, thereby guaranteeing that all HSK tool holders are the same everywhere in the world. Our company decided to find out how the world’s leading suppliers of HSK tool holders compared to the tolerances of the ISO standard. After acquiring more than 30 HSK-A63 taper tools from our competitors from all over the world and making a detailed quality inspection of the taper itself, we found that 50 percent of the samples were not in tolerance.
What are the consequences to a poorly researched choice in BIG-PLUS tooling? Unless all of the tools are marked “BIG-PLUS® Spindle System-License BIG DAISHOWA SEIKI,” the use of tooling not made by BIG Daishowa or its licensees may result in unsatisfactory performance and/or damage to very expensive spindles. Conditions producing such unsatisfactory performance include:
 Jack Burley
Jack Burley is the vice president of sales and engineering at BIG KAISER Precision Tooling Inc., 2600 Huntington Boulevard, Hoffman Estates, IL 60192, 847-228-4011, Fax: 847-228-0881, jack.burley@us.bigkaiser.com, www.bigkaiser.com. Rümlang, 15.04.2015 KAISER Precision Tooling strengthens alliance with BIG Daishowa Rümlang, Switzerland -- KAISER Precision Tooling Ltd has determined to strengthen its partnership with its long-term partner, BIG Daishowa Seiki Co Ltd of Japan, and agreed to become a company of the BIG Daishowa group as of April 15, 2015.
Executive management will remain in place following the transaction, with Peter Elmer as CEO leading European operations, and CEO Chris Kaiser overseeing North American operations. The original KAISER facility in Rümlang, Switzerland, will continue to have an integral role in the company’s worldwide R&D and manufacturing strategy.
“Our family has been working for some time on a succession plan to ensure the continued growth and success of this company,” says Chris Kaiser. “With 35 years of successful collaboration with BIG Daishowa, we are confident KAISER is in the right hands for the future.” The strengthened alliance is expected to help the company balance manufacturing resources and market and currency fluctuations around the globe. Customers will benefit from a fully consolidated portfolio of tooling solutions and ancillary products. Following the alliance, BIG Daishowa will have approximately 900 employees. |
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
March 2024
Categories
All
|

 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
