|
compiled & edited by Bernard Martin  Carbide and HSS circular saws are essential tools in the metalcutting industry, however, breakage issues arise that impact performance and efficiency. In this article, we'll look into the common causes of carbide circular saw breakage and provide insights into preventive measures to enhance saw longevity. Key Factors Influencing BreakageSaw Thickness and Keyways:
Monitoring HSS Saw Colors Preventive MeasuresWasher Size and Equal Diameter
Understanding the factors contributing to carbide circular saw breakage is crucial for efficient and safe operation. By addressing key issues such as washer mounting, cleanliness, and proper tightening, operators can significantly enhance the lifespan of their saws. Regular inspections, maintenance, and adherence to recommended operating practices are vital to preventing breakage and ensuring optimal performance in various metalcutting applications.
0 Comments
 The number of flutes on a carbide end mill significantly influences its performance across various machining applications. How many flutes do you need? The simple answer: It depends. Obviously there are a quite a number of other factors that impact an end mills performance such as helix angel, edge prep, gullet depth and radius. We can't tackle everything in this article, but hopefully this helps you get a better understanding of why there are different numbers of flutes on end mills. Below is an overview of the advantages and disadvantages associated with end mills featuring different flute counts, along with recommendations for materials based on ISO 513 categories (P, M, K, N, S, H) Single Flute End Mills
2-Flute End Mills
3-Flute End Mills
4-Flute End Mills
5-Flute End Mills
6-Flute End Mills
7-Flute End Mills
8-Flute End Mills
0-Flute End Mills
Advantages of Higher Flute Counts in |




| First, angle the collet so the extraction groove seats with the eccentric extraction ring in the collet nut as shown below. Next, while holding the collet and nut together, place the assembly in the tool holder and begin tightening the nut. | 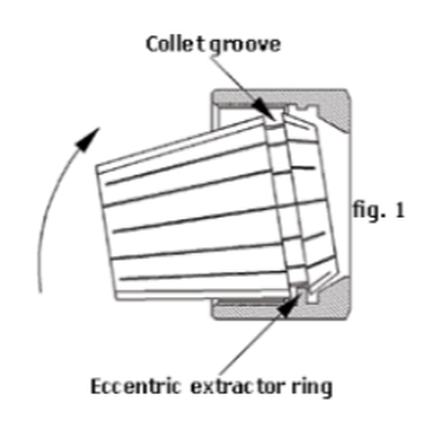 |
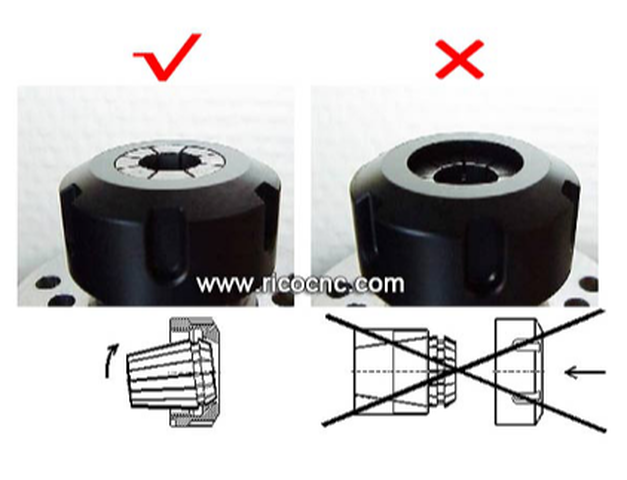
This typically occurs when the collet is placed in the collet pocket of the tool holder and then the nut is threaded on the tool holder. In a correct assembly, the collet will seat at the face of the collet nut.
The image below shows a correct assembly on the left and an incorrect assembly on the right.
Recognize Galling on Your ER Collet
| When trying to ensure the most rigid and accurate collet chuck assembly, don’t take chances. When in doubt, throw it out! Remember, the collet is designed to wear out and is the least expensive component in a collet chuck system. |  |
The first is to provide a fixed stop for a cutting tool to rest against during tool changes. This allows an operator to save time as they do not have to pull out a ruler, setting jig, etc. to reassemble the cutter into a holder.
A secondary purpose of the adjusting screw is to assist the tool holder in keeping the cutter from being pushed up into the holder if the cutting loads increase to the point where the tool may slip up into the holder.
The third is to offer sealing for coolant-through tools.
Expected repeatability of cutting tool length
Cleaning the clamping bore or collet of a holder provides better runout repeatability which should be old news to everyone, but if old coolant and contaminants are not removed, they would get jammed between the end face of the shank and the adjusting screw, affecting the length setting.
Cutting tool overall length tolerances may also vary from one OEM to another. We have seen them range from ±.3mm to ±.5mm (±.012” to ±.019”). Others may be tighter or looser.
Most modern machining centers come with tool length offset measurement systems which will provide the final precise gage length of a tool assembly. With the rough position provided by the adjusting screw, the machine operator can continue working and does not need to worry about tool clearances and stick outs.
Forms of adjusting screws
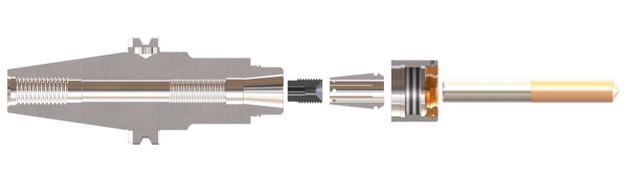
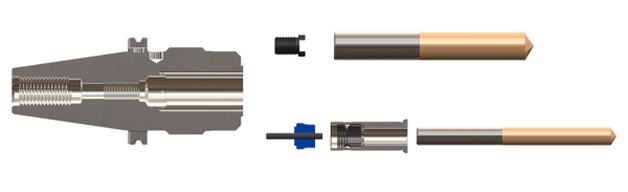
This draw down causes the cutter to be drawn down as well. For this we have two types of adjusting screws:
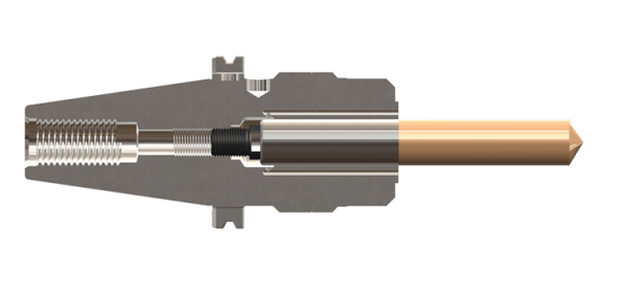
- HMA/HDA solid type - The solid type is a one-piece steel construction part
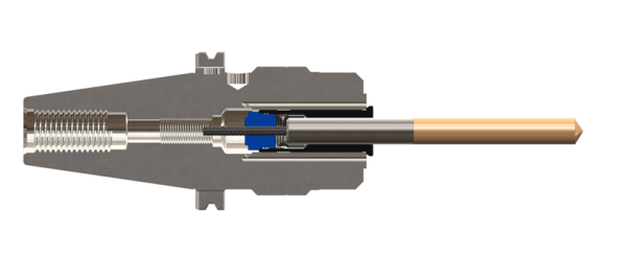
- NBA rubberized type - The rubberized type has a rubber padded conical pocket that absorbs the axial travel of the cutter shank as the collet is clamped.
Option for adjustable reduction sleeves for MEGA DS/HMC
As such, the end face of the shank may not reach the HMA adjusting screw when installed it the body of the holder. The AC Type Collet adjuster screws into the back end of the reduction sleeve where the shank the tool can easily be reached.
Warning on holders that cannot support adjusting screws
Caution should be used on shrink-fit holders. Thermal expansion/contraction occurs in all three axes, so as the body of a shrink-fit holder cools down it will draw the cutter down jamming onto the adjusting screw. This could lead to damage to the screw, the holder or the cutter.
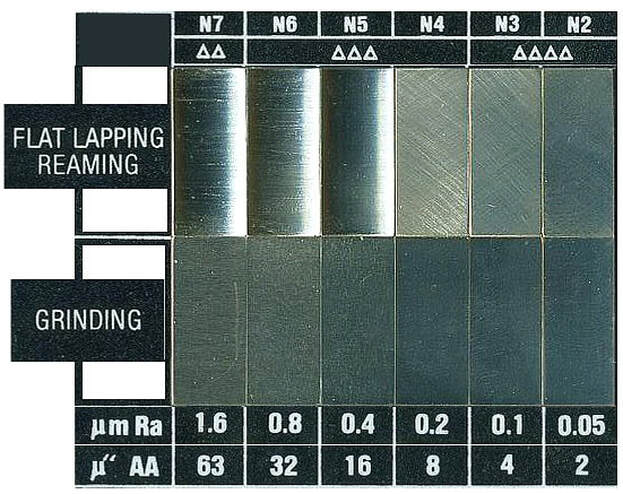
Ra is the arithmetic average of surface heights measured across a surface. Simply average the height across the microscopic peaks and valleys.
Ra and RMS are both representations of surface roughness, but each is calculated differently.
Ra is calculated as the Roughness Average of a surfaces measured microscopic peaks and valleys.
RMS is calculated as the Root Mean Square of a surfaces measured microscopic peaks and valleys. Each value uses the same individual height measurements of the surfaces peaks and valleys, but uses the measurements in a different formula.
A single large peak or flaw within the microscopic surface texture will effect (raise) the RMS value more than the Ra value, which is why Ra is more commonly used today as a measurement.
- The RMS is sensitive to the BIG peaks and valleys. Ra is not.
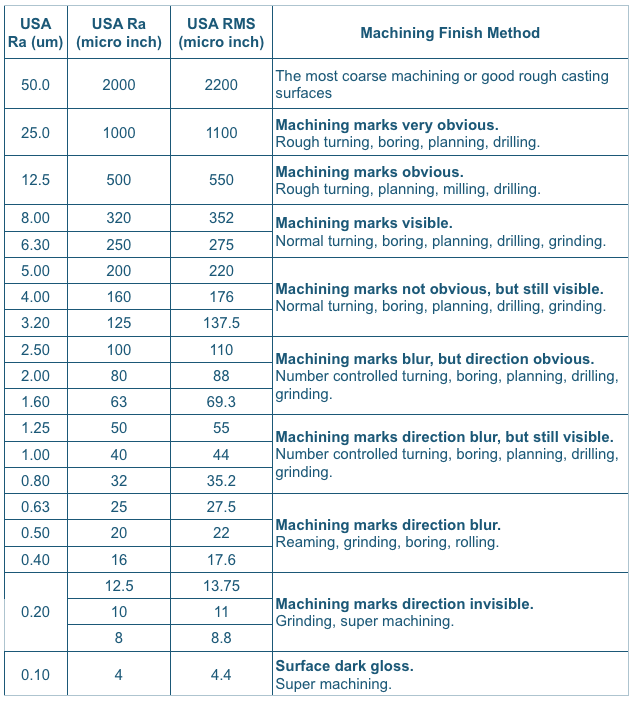
- Both numbers can be expressed in metric or inch.
- RMS was more popular 40 years ago when most US industry still worked in inches. Old inch drawings specify RMS.
- Ra is more commonly used today. (now most US industries work in metric) So they specify Ra in metric.
- Both Ra and RMS can be expressed in metric or inch.
- There is no reliable way to convert between Ra and RMS. This formula can be used to convert: RMS (Microinch) = (Ra/.0254) X 1.11 (Micrometer) However, that is only an estimate based on guessing what the shape of the microsurface looks like.
RMS: What is Root Mean Squared?
RMS is a Root Mean Squared calculation. That means you:
- Measure height across the microscopic peaks and valleys.
- Calculate the SQUARE of each measurement value.
- Calculate the MEAN (or average) of those numbers (squared).
- Find the square ROOT of that number.
The Root Mean Square (RMS) average is precisely that: the square root of the average height deviations from the mean line/surface squared.
RMS = SQRT[ 1/n* SUM(Zi-Zmean)^2 ] from i=1 to n
Technical Support Blog
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference.
If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website.
Authorship
Our technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada.
Archives
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
March 2020
February 2020
January 2020
September 2019
August 2019
July 2019
June 2019
May 2019
March 2019
January 2019
September 2018
June 2018
April 2018
February 2018
December 2017
November 2017
October 2017
August 2017
June 2017
April 2017
March 2017
February 2017
January 2017
December 2016
November 2016
October 2016
August 2016
March 2016
February 2016
January 2016
November 2015
August 2015
July 2015
May 2015
April 2015
March 2015
November 2014
August 2014
July 2014
December 2013
November 2013
September 2013
July 2013
March 2013
December 2012
March 2012
November 2011
May 2011
March 2011
January 2011
December 2010
November 2010
October 2010
Categories
All
5th Axis
Aerospace
Allied Machine
Aluminum Oxide
Angle Head
AT3
Balance
Bellmouthed Hole
Big Daishowa
Big EWA Automatic Boring
Big Kaiser
BIG Plus
Blue Photon
Bone Screws
Boring Tool
Carbide
Carmex Precision
CBN
Centerline Deviation
Ceramic Black
Ceramic End Mill
Ceramic Inserts
Ceramic Oxide
Ceramic Whiskered
Ceramic White
Chamfer
Champion Tool Storage
Chip Breaking
Circular Saw
Class Of Fit
CNC Lathe Tooling
Collet
Collet Chuck
Collet ER
Collet TG
Composites
Covid-19
Deep Hole Boring
Deep Hole Drilling
Drilling
Dual Contact
Dyna Contact Gage
Dyna Force Tool
Dyna Test Bar
EMO
End Mill
Exotap
Facemill
Fixturing
Fretting
Gaylee Saw
Hard Turning
Heimatec
Helical Interpolation
Hohl Shaft Kegel
How Its Made
HSK A
HSK-A
HSK E
HSK-E
HSK F
HSK-F
HXL Tap
Hy Pro Tap
Hy-Pro Tap
IMTS
Jergens
Kurt
Lang
Live Tooling
MA Ford
Maintenance Cart
Mapal
Martindale Saw
Material: Aluminum
Material: CFRP
Material: D2
Material: Hastelloy
Material: Inconel
Material: Peek
Material: Stone
Material Titanium
Material: VC 10
Material: VC-10
Metric Course Thread
Metric Fine Thread
Metric Thread Chart
Microconic
Micromachining
ModLoc
Modular
Mogul Bars
MPower
No Go Too Loose
NTK
NTK HX5
On Site Training
OptiMill-SPM
OSG Tap & Die
Oversized Thread
Parlec
PCD
PCT Firm Hold
Platinum Tooling
Projection Length
Pull Studs
Reamer
Retention Knob
Rotary Toolholders
Rotary Toolholders BT
Rotary Toolholders CAT
Rotary Toolholders HSK
Rotary Toolholders Hydraulic
Rotary Toolholders Shrink
Rough Thread
Runout
Runout Axial
Runout Radial
Safe-Flex
Saw Selection
Short Tap Life
Sialons
Silicon Nitride
Smart Damper
Speed Increaser
SpeedLoc
Speroni STP Essntia
Spindle Mouth Wear
Surface Roughness Ra
Surface Roughness RMS
Swiss
Swiss Machining
Taper Wear
Tapping Feed
Tapping; Form
Tapping IPM
Tapping: Roll
Tapping RPM
Tapping Speed
Tap Tolerance
Technical Training
Technicrafts
Techniks USA
Thread Milling
Thread Whirling
T.I.R.
Tolerance
Toolchanger Alignment
Toolholder Taper
Tool Presetter
Torn Thread
Troubleshooting
UNC Thread Size
Undersized Thread
UNF Thread Size
Unilock
Vises
Washdown Tool
Workholding
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
