H6 End Mill Shanks available with "Firm Hold" to prevent tools from slipping out of holders.10/11/2017  Precision Cutting Tools already holds one of the highest tolerances on shank diameter in the industry for their end mills. All PCT End Mills Shanks hold an h6 tolerance! That means that 1/8" - 1/4": -0.0001"/-0.0003" 1/4" - 1/2": -0.0001"/-0.0003" 1/2' - 1": -0.0001"/-0.0004" A tighter grind tolerance often times will mean a much shinier polished shank. A polished shank is more apt to have lower coefficient of friction which makes it more prone to slip particularly while being held in a collet type toolholder.
1 Comment
We are very excited to announce that we are now able to offer on-site technical training to YOUR machinists at YOUR location! This is offered at no charge to customers who use any of the manufacturer's whom we represent in California and Nevada. However, just because you don't purchase things from us, don't feel left out! We also offer on-site topic specter training on any of the following topics for $150/hour. Each presentation lasts about 2 hours. The presentations last approximately 45-60 minutes with the remaining time for Q&A and discussion about unique applications in your facility.  Training Classes Available: Machining 101
Advanced Part Manufacturing:
Since the introduction of the XT Series 4 flute, 5 flute and the new 279 series 4 flute ball nose end mills they have proven to be a huge success in the machining of Titanium and stainless steels. These tools have already made their impact in the machining of many other areas such as all steels and super alloys. MA Ford's spotlight focus is on some other materials that are widely used in the market. 17-4 PH stainless many feel is somewhat difficult to machine and performance may vary depending on the material hardness. That is not the case with the new XT series end mills. These tools do not seem to care what hardness is presented to them! 28-42 RC is primary range for this series of stainless steel. Example: A customer had a very difficult 17-4 PH medical component with lots of contouring both roughing and finishing. A 1/2" 279 Series was used for roughing the profile at 600 SFM with a depth of .015 and .025 step over at 80 IPM. The customer had to double the speeds and feeds as well as increase the step over to get the desired finish required! The 277 Series 4 flute can full slot up to 1X dia. depth at speeds as high as 260 to 340 SFM. The chip loads will be lighter than profile milling dependent on the tool diameter and fixture set up. The slotting depth can be increased even beyond 1X depth (which generally requires a reduction in speeds and feeds). The 278 Series 5 flute can slot up to 1X depth effectively but slotting is more suited for the 4 flute 277 Series if a lot of slotting is to be done. The speeds and feeds are the same as the 277, but calculations must be made for the additional cutting edge. It is not recommended to slot over 1X the tool diameter with this 5 flute tools as it is best suited for profile milling both conventional and high speed machining. The new 279 Series 4 flute ball nose end mill is an excellent choice for both conventional and high speed machining of stainless steels. With the added radial relief and a thicker cross section in the center of the tools it can withstand extreme speeds and feeds both roughing and contouring. 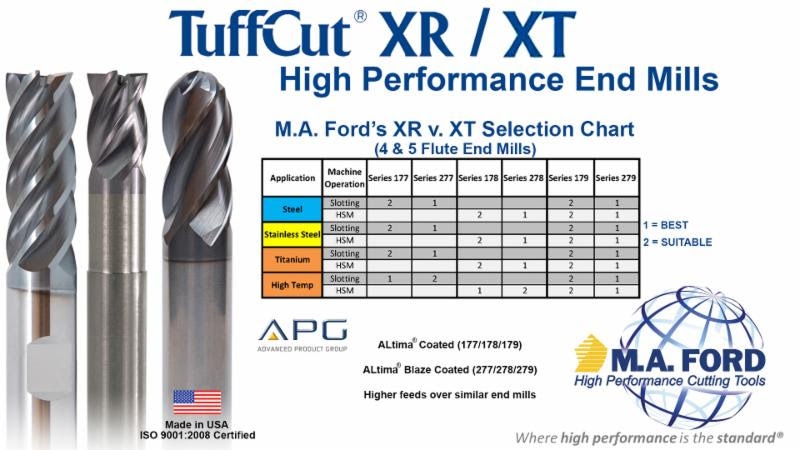 NTK's industry leading line of ceramic cutting tools recently expanded with new solid CERAMIC end mills! You can see our product announcement here: NTK now offers SX9 Ceramic End Mills for Cutting Exotic Alloys which contains the various features. Below is the technical info on how to run the NTK Ceramic End mills and a troubleshooting guide. NTK's SX9 cermaic end mill grade can run at speeds of 2000 SFM. The line-up includes 4 and 6 flutes in inch and metric versions. Again, you can learn more about on our Blog Post. Solid ceramic end mills are made with SX9 SiAlON grade substrate which features a balance of toughness and wear resistance. It's suitable for even the most demanding applications.  NTK Ceramic end mills with SX9 SiAlON substrate First Step Machining Procedures
Gernarel Recomendations for machining heat resistant alloys & PH stainless steel
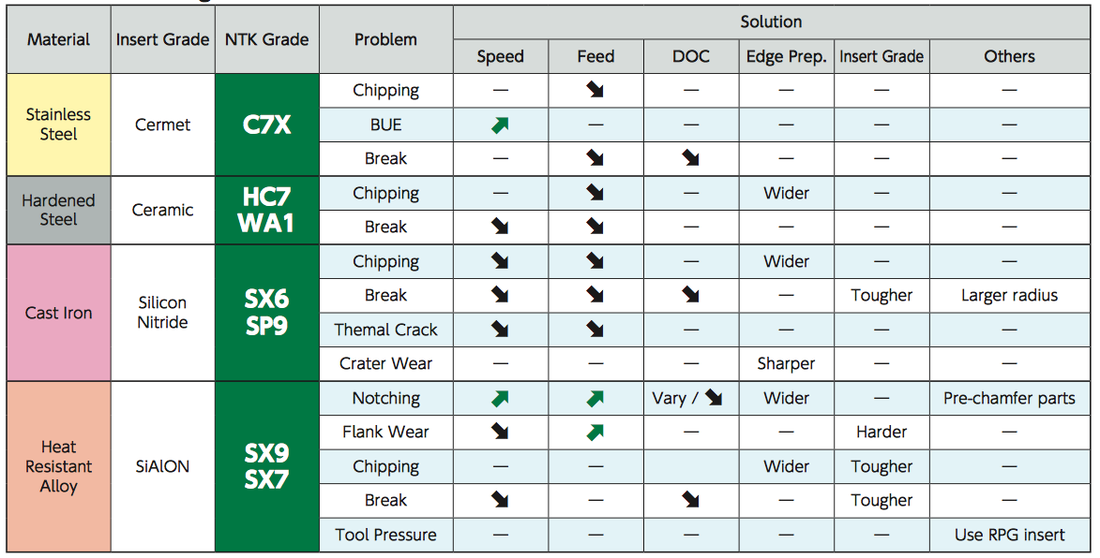 NTK Ceramic end mills Troubleshooting guide As with any other techncial questions please get in touch with us on our CONTACTS page and we can provide both over-the-phone troubleshooting or schedule at time for on-site techncial training.
An end mill is a type of milling cutter. It is distinguished from the drill in its application, geometry, and manufacture.
End mills are used in milling applications such as profile milling, tracer milling, face milling, and plunging. Below is a great video of how OSG makes end mills. It takes you through the process from design to the grinding operations and through inspection. Check it out! ...and below is the segment from "How It's Made" that covers the more general principles of making a HSS end mill. You can see that OSG has a very advanced process for making their carbide end mills. 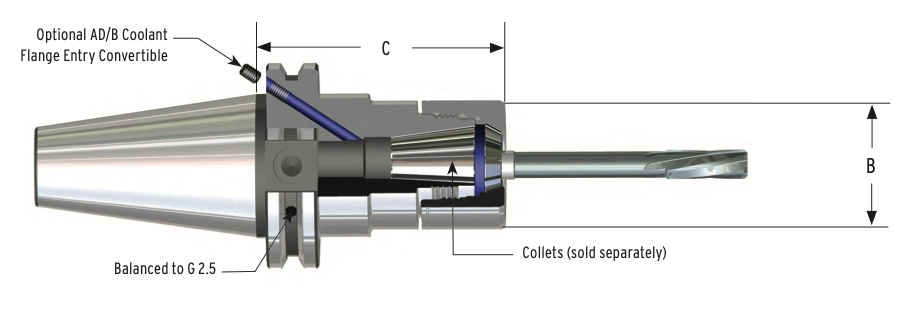 We often get asked to spec out tooling packages for new CNC mills and one of the questions we encounter most, or should, is how do you select the right toolholder collet size for your companies applications? The real choice is in the size of the collet chuck itself. So several considerations should be reviewed... What size are your tools?Your first consideration should be the size of end mills or drills you will be using most often. If you are doing smaller work you would require smaller diameter range collets. Generally you may prefer the ER16 and ER32 sizes. If you are doing very small work then perhaps an ER11 set would be the best choice. If the bulk of your tool requirements are in the mid range you can also use the ER20. The following is a list of tool diameters that can be used with each size collet chuck. Essentially, the most popular, and again, readily available from a number of sources, are the ER 16, ER20, and ER32... in no particular order.
If you need more detailed list of dimensions can be found at these links: 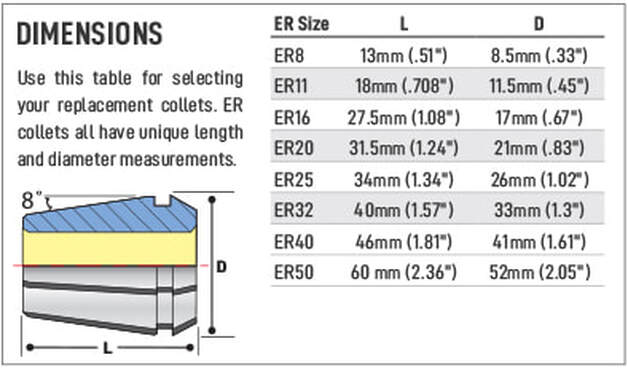 How far do you need to reach?A second consideration is the actual reach of the tool. Not projection reach, also know as “gage length” "l1" but projection diameter “D”. Obviously, stubbier is better for projection reach "L1". But, you also need to review the families of parts that you intend to run on the machine. If you intend to use the holder to "reach" into a tight fit then the OD of the projection "D" of the toolholder needs to be considered. Many shops don't always consider this and end up using much longer carbide shanked end mills to get into deep pockets when getting a smaller diameter ER collet and collet chuck would be much less expensive over the life of the job. 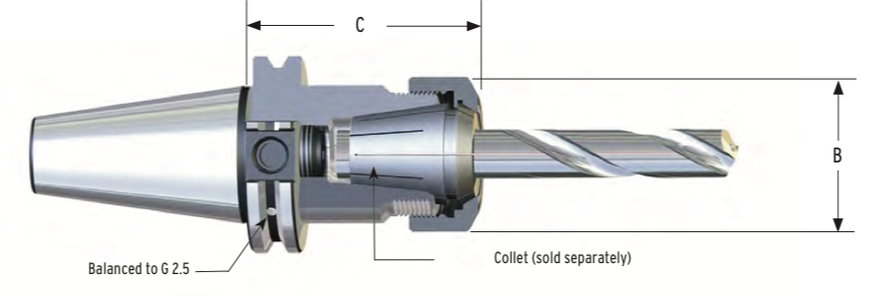 Here is a list of the OD projection diameters:
Sometimes there is just no getting around having a custom tool made. Get in contact with us if you just can't seem to reach into the part with your toolholder. 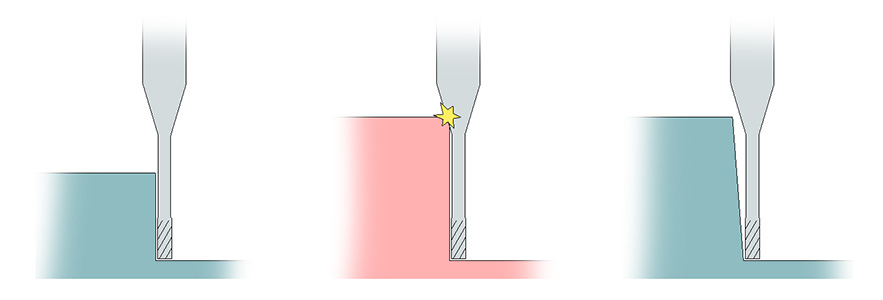 by Bernard Martin We often run end mill "tests" to determine which tool performs best. Obviously, our goal is to "win' the test and get more business for our manufacturer's. This is article is about one our "tricks" and it's also why we represent both cutting tool manufacturers and rotary tool manufacturers. We want to make sure that the products work together. 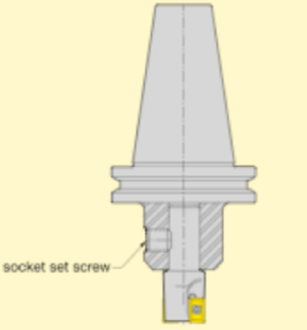 As a general rule most cutting tool & tolholder manufacturers prefer to use single angle (ER/DR style) collet chucks for general purpose cutting tool applications under 1/2" (12mm). The rules are a bit different in High Speed Machining, as there are many more things to consider, but the problems of TIR at high speeds, where you can hear and feel the chatter, are still there in general end mill cutting operations at lower RPM. It's all boils down to runout and uneven chip load. 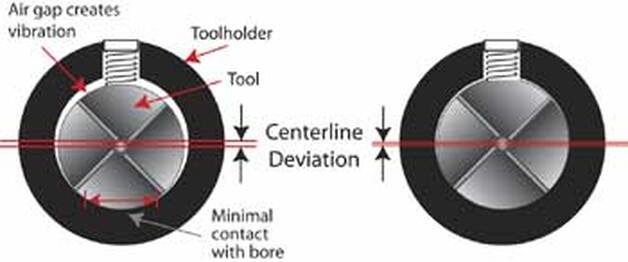
|


Technical Support Blog
We set up this special blog for the most commonly asked questions and machinist data tables for your easy reference.
If you've got a question that's not answered here, then just send us a quick note via email or reach one of us on our CONTACTS page here on the website.
Authorship
Our technical section is written by several different people. Sometimes, it's from our team here at Next Generation Tooling & at other times it's by one of the innovative manufacturer's we represent in California and Nevada.
Archives
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
March 2020
February 2020
January 2020
September 2019
August 2019
July 2019
June 2019
May 2019
March 2019
January 2019
September 2018
June 2018
April 2018
February 2018
December 2017
November 2017
October 2017
August 2017
June 2017
April 2017
March 2017
February 2017
January 2017
December 2016
November 2016
October 2016
August 2016
March 2016
February 2016
January 2016
November 2015
August 2015
July 2015
May 2015
April 2015
March 2015
November 2014
August 2014
July 2014
December 2013
November 2013
September 2013
July 2013
March 2013
December 2012
March 2012
November 2011
May 2011
March 2011
January 2011
December 2010
November 2010
October 2010
Categories
All
5th Axis
Aerospace
Allied Machine
Aluminum Oxide
Angle Head
AT3
Balance
Bellmouthed Hole
Big Daishowa
Big EWA Automatic Boring
Big Kaiser
BIG Plus
Blue Photon
Bone Screws
Boring Tool
Carbide
Carmex Precision
CBN
Centerline Deviation
Ceramic Black
Ceramic End Mill
Ceramic Inserts
Ceramic Oxide
Ceramic Whiskered
Ceramic White
Chamfer
Champion Tool Storage
Chip Breaking
Circular Saw
Class Of Fit
CNC Lathe Tooling
Collet
Collet Chuck
Collet ER
Collet TG
Composites
Covid-19
Deep Hole Boring
Deep Hole Drilling
Drilling
Dual Contact
Dyna Contact Gage
Dyna Force Tool
Dyna Test Bar
EMO
End Mill
Exotap
Facemill
Fixturing
Fretting
Gaylee Saw
Hard Turning
Heimatec
Helical Interpolation
Hohl Shaft Kegel
How Its Made
HSK A
HSK-A
HSK E
HSK-E
HSK F
HSK-F
HXL Tap
Hy Pro Tap
Hy-Pro Tap
IMTS
Jergens
Kurt
Lang
Live Tooling
MA Ford
Maintenance Cart
Mapal
Martindale Saw
Material: Aluminum
Material: CFRP
Material: D2
Material: Hastelloy
Material: Inconel
Material: Peek
Material: Stone
Material Titanium
Material: VC 10
Material: VC-10
Metric Course Thread
Metric Fine Thread
Metric Thread Chart
Microconic
Micromachining
ModLoc
Modular
Mogul Bars
MPower
No Go Too Loose
NTK
NTK HX5
On Site Training
OptiMill-SPM
OSG Tap & Die
Oversized Thread
Parlec
PCD
PCT Firm Hold
Platinum Tooling
Projection Length
Pull Studs
Reamer
Retention Knob
Rotary Toolholders
Rotary Toolholders BT
Rotary Toolholders CAT
Rotary Toolholders HSK
Rotary Toolholders Hydraulic
Rotary Toolholders Shrink
Rough Thread
Runout
Runout Axial
Runout Radial
Safe-Flex
Saw Selection
Short Tap Life
Sialons
Silicon Nitride
Smart Damper
Speed Increaser
SpeedLoc
Speroni STP Essntia
Spindle Mouth Wear
Surface Roughness Ra
Surface Roughness RMS
Swiss
Swiss Machining
Taper Wear
Tapping Feed
Tapping; Form
Tapping IPM
Tapping: Roll
Tapping RPM
Tapping Speed
Tap Tolerance
Technical Training
Technicrafts
Techniks USA
Thread Milling
Thread Whirling
T.I.R.
Tolerance
Toolchanger Alignment
Toolholder Taper
Tool Presetter
Torn Thread
Troubleshooting
UNC Thread Size
Undersized Thread
UNF Thread Size
Unilock
Vises
Washdown Tool
Workholding
 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
