|
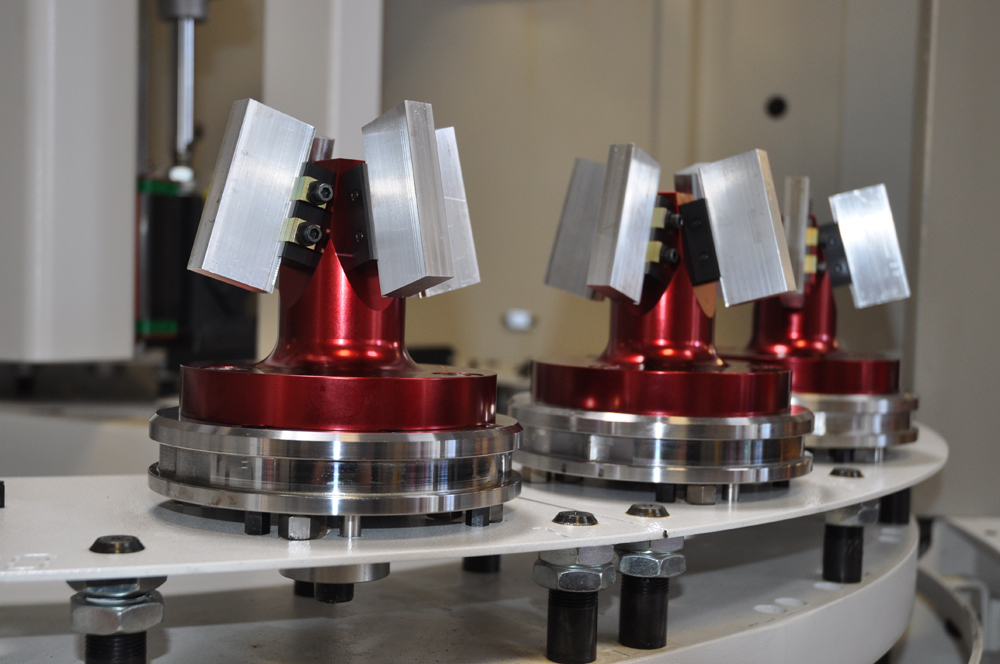
We are very excited to announce a new partnership with 5th Axis Workholding located in San Diego, CA. 5th Axis has created a very nice dovetail workholding system for use in 5 axis milling and can also be used in turning. Please give them a big welcome to out family of principals!  5th Axis Workholding was created out of shear necessity. When Co-CEO’s Steve Grangetto and Chris Taylor started 5th Axis Inc. in 2005, they immediately recognized the need for quality workholding that addressed many of the common issues machinists encounter when moving into the 4th and 5th axis machining. “Fixturing may be the ultimate in problem-solving,” he continues. “If you don’t start with a good, solid fixture – in either 3- or 5-axis work – you’re not going to end up with a good part. More axes just add more layers of complexity.” “A lot of people still aren’t used to thinking in 5 axes when it comes to fixturing,” observes Chris. “They often design them to get a part on and off quickly, without stopping to think about clearance issues.” In 5-axis work, A- and B-axis movement can seriously impact Z-axis clearance. Careless designs invite costly crashes. Longer tools lessen some clearance issues, but introduce problems of their own.
“Fixturing may be the ultimate in problem-solving. If you don’t start with a good, solid fixture – in either 3- or 5-axis work – you’re not going to end up with a good part. More axes just add more layers of complexity.” “When the fixture is right at the beginning,” Steve continues, “we can let the machine take care of most other problems. But, there are one or two areas that require further attention . . .”
0 Comments
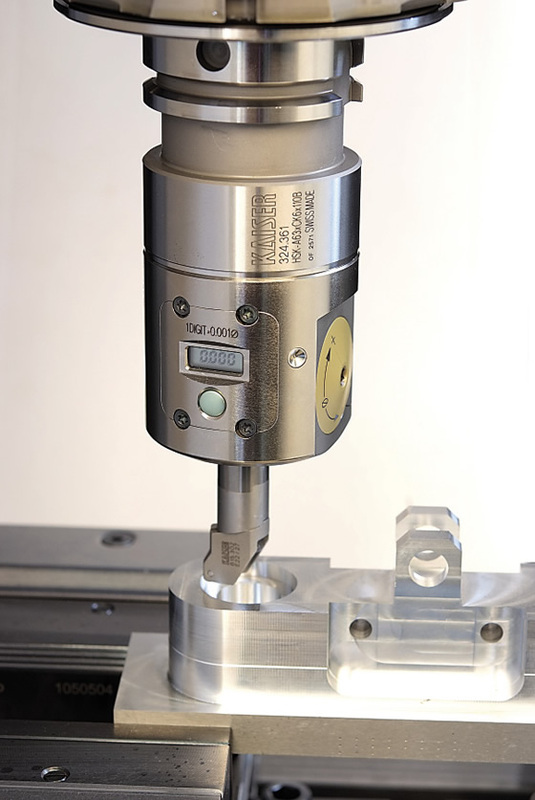
 This article originally appeared in the May 2013 / Volume 65 / Issue 5 of Cutting Tool Engineering titled "Evolving toward digital" By Matt Tegelman, BIG Kaiser Precision Tooling Inc. Boring tools with a digital readout aren’t the standard in U.S. shops, but their use is growing.Think about the number of digital equipment interfaces and interactions an operator has when machining. Machine operators use keypads and computers to run tooling programs and measure parts with digital gages and coordinate measuring machines. By definition, CAD/CAM work is accomplished digitally. Machine tool controls have digital displays. On most tool presetters—even simple ones without a vision system—the readout is digital. Bore gages are digital, whether it’s an air gage or a three-point-contact gage. There are still a few old-timers who trot out ID micrometers once in awhile, but most measurement devices are digital for speed and accuracy.
Still Kicking Analog readout technology isn’t dead because it’s still highly effective for the majority of low- to medium-level tolerance operations. Few shops have yet to make the switch to digital boring across the board, and it will be a long time before more do so on a regular basis. Digital boring heads cost 60 to 80 percent more than their analog counterparts. That said, as old boring heads need replacement and more operators become accustomed to the advantages of digital boring adjustments, there eventually will be a turning point in some operations where it makes sense to go all digital. This change won’t happen just because it’s the direction of the industry.
Don’t Sacrifice PerformanceIf a shop is considering moving from analog to digital boring tools, the best conversions are those that can be accomplished without having to replace any accessories—simple one-for-one boring head trade-offs. Still, ask questions to ensure this is the case with your shop. Users can defeat the purpose of digital ease of use if the head isn’t a 1:1 replacement and additional programming or tinkering is necessary when converting to digital. For instance, Kaiser’s 112 EWD, 310 EWD and 318 EWD digital boring heads are otherwise identical to their analog predecessors. They have the same boring ranges, cutting parameters and through-coolant capabilities, so an operator can swap an analog for a digital model with little or no reprogramming. All three series use the same accessories, such as boring bars and insert holders, as their nondigital counterparts.
Despite the obvious advantages of digital, the technology isn’t yet for everyone. But as manufacturing and technology continue to become more and more entrenched in the digital realm, there will be a tipping point after which digital boring is the norm. Some shops will just be ahead of the curve. CTE
About the Author: Matt Tegelman is the Kaiser product manager for BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill. For more information about the company’s boring tools and other products, call (888) TOOL-PRO or visit www.bigkaiser.com. Digital boring heads from Big Kaiser were designed to be a simple 1:1 match to their analog predecessors - same boring ranges, cutting parameters, and through-tool coolant capabilities - so an operator can swap an analog for a digital model with little or no reprogramming. Just like your cell phone or computer, it won't be long until you wonder how you ever lived without a digital interface. Make the leap to digital technology. WHY DIGITAL?
BIG Kaiser brings flexible workholding to 5-axis machine tables by surrounding Unilock zero-point quick-change receivers with a grid pattern. The benefits of 5-axis machines are greatest when workholding is based on the size and shape of the workpiece instead of the limitations of the table interface. By providing multiple workholding opportunities, Unilock users quickly integrate most workholding products and keep their machine spindles up and running.
Providing BIG Kaiser with a drawing of your machine table (or the make and model number) is all it takes to get started. Clients can also request production drawings or use third party suppliers. BIG Kaiser offers several flexible machine table interfaces, some of which can be delivered as turnkey solutions. We can pull workpieces down onto the table to maximize the available envelope, or elevate workpieces for complete 5-sided access.
To be competitive in today's market, all machines need efficient workpiece handling. Efficient part loading systems are always included in the acquisition of high-volume manufacturing cells but all too often getting fixtures on and off the CNC milling machine is forgotten. In today's market, time is money. The UNILOCK system from Big Kaiser removes set-up time and replaces it with production time.
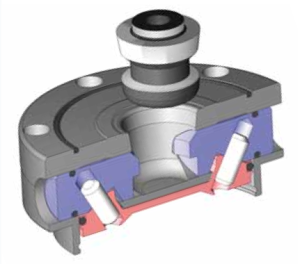
How it works The UNILOCK utilizes spring pressure to drive wedges against a tapered wedge lock (clamping knob). Air pressure is used to compress the springs, releasing the wedge lock. Clamping is achieved by bleeding the air pressure out of the chuck. To facilitate palletization, the clamping knob is attached to a base plate, fixture or directly to a workpiece. The result is quick and repeatable clamping. During day-to-day use, chucks can be cleaned with compressed air. The fit between the clamping rams and the chuck body will not allow air pressure to push chips inside of the chuck. If you get chips in the clamping pocket, simply blow them out with an air gun. When open, the wedges completely retract. The one-to-one length to diameter ratio of the pocket is easily blown out. There is no need for a vacuum. The 40mm tall by 40mm diameter clamping knob is extremely stable and can double as a foot when moving fixtures and workpieces around the shop. You will not need protective sleeves or special shelving when storing or transporting UNILOCK palletized fixtures or workpieces. Male and female threads are available in multiple sizes.
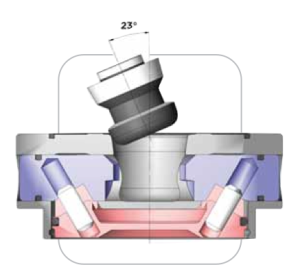
Fixtures and many workpieces are easily adapted to the UNILOCK clamping knobs. Tremendous savings are available if the fixture or workpiece can be reoriented
or transferred to machine additional faces while remaining attached to the UNILOCK clamping components. On horizontal machines with columns, fixtures can be rotated 90 degrees or moved to the top. Transferring fixtured parts through as many operations as possible eliminates additional fixtures and clamping/unclamping time. Less clamping and unclamping of parts also reduces scrap and improves feature-to-feature accuracies. Once you grab the part, you can use the UNILOCK to send it to as many operations as possible without removing the part from the fixture. UNILOCK positions and clamps from one face leaving the other faces available for machining. Rotary tables, angle/sine plates and multi-sided tombstones facilitate part reorientation for subsequent operations. Give us a call if you have an workholding application that costing you money and let's see if we can come up with a UNILOCK solution |
NEWSOur NEWS blog section is written by several different people. Sometimes, it from our team here at Next Generation Tooling & at other times it's by one of the manufacturer's we represent. 
Archives
March 2024
Categories
All
|






 RSS Feed
RSS Feed

About
|
© 2024 Next Generation Tooling, LLC.
All Rights Reserved Created by Rapid Production Marketing
|
